



为了让您更地了解我们的螺旋管 防尘网制造生产销售,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:温州瑞安螺旋管 防尘网制造生产销售的图文介绍


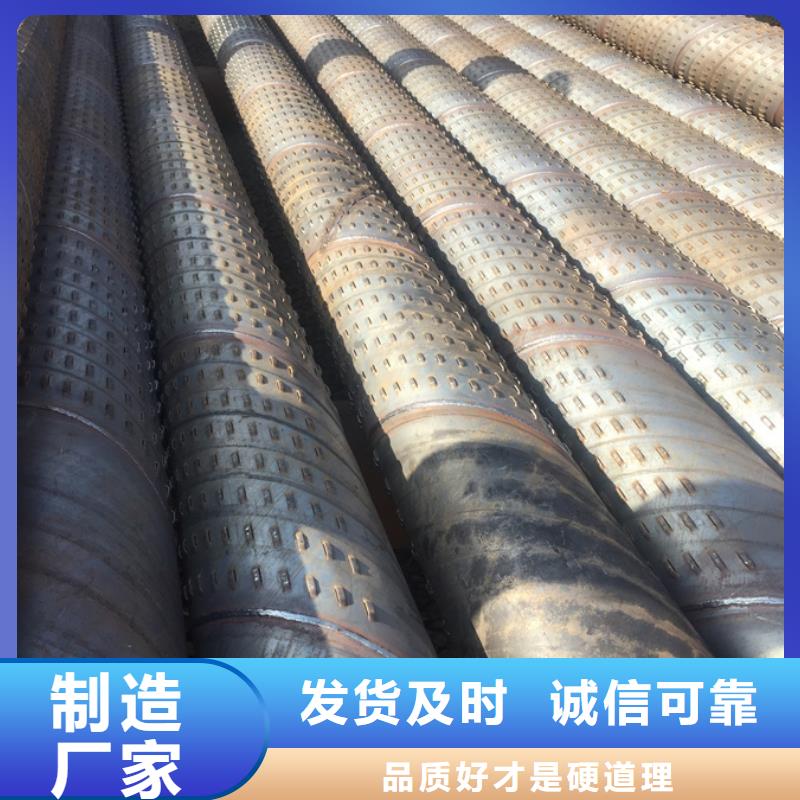
管计算方法:(外径-壁厚)*壁厚*0.02466=焊管每米的重量/公斤 镀锌管计算:(外径-壁厚)*壁厚*0.02466*1.06=焊管每米的重量/公斤 温州瑞安镀锌螺旋管防腐层对于埋地管道的寿命来说是至关重要的,同样材质的管道,有的埋在地下几十年不腐蚀,有的几年就发生泄露。就是因为它们采用了不同的外防腐层。聚乙烯三层结构防护层又称三层PE(3PE),是近几年从国外引进的先进的防腐技术。它的全称为熔结环氧/挤塑聚乙烯结构防护层,结构由以下三层组成:它的全称为熔结环氧/挤塑聚乙烯结构防护层,结构由以下三层组成:底层为熔结环氧(80m);中间层为胶粘剂(170-250m);面层为挤塑聚乙烯(约2mm)。 在三层结构中,熔结环氧粉末涂层的主要作用是:形成连续的涂膜,与钢管表面直接粘结,具有很好的耐化学腐蚀性和抗阴极剥离性能;与中间层胶粘剂的活性基团反应形成化学粘结,保证整体防腐层在较高温度下具有良好的粘结性。中间层通常为共聚物粘结剂,其主要成分是聚烯烃,目前广泛采用的是乙烯基共聚物胶粘剂。



苏沪金属制品(温州市瑞安市分公司)致力于 09CuPCrNiA钢管领域的整体,聚焦于 09CuPCrNiA钢管市场的深耕与拓展,以国际视野,全球整合的眼界与格局,把握前沿技术,锻造保障能力,追求事业品质。愿与各位同道,各位朋友,各位有识之士共勷伟事,共迎美好明天。
你有鳍,这里是大海,你有翅,这里是蓝天。


温州瑞安防腐螺旋管涂防锈油,原则上是大部分产品都要涂。但根据管种.。用途和用户的要求,可大致分为三类:长期防锈、短期防锈和不涂油。在制造过程和精整工序完毕之后,为了防止在保管、运输、加工过程中因锈蚀而损坏,或质MAS下降,需在其内、外表面涂防锈油。 防锈期的一长短,视保管场地的情况、产品状况和气候条件而异。环境相同时,防锈时间的长短则随防锈条件而有所不同。规定防锈期限是一个非常困难的问题。由于螺旋钢管行业现回暖迹象,钢企开始重建库存,近期进口螺旋钢管价格升*每吨140美元,为5个月来的Z高位,但价高质差的螺旋钢管不仅推动价格的不断上升,也挤压了螺旋钢管厂的利润。 温州瑞安防腐螺旋管的强度指标值与一般螺旋钢管的强度指标值不同,在硬物理工作容量压痕表面块金属复合材料,称为强度。根据实验方法和应用是不一样的,强度可分为布氏硬度,洛氏硬度,维氏硬度,肖氏硬度,强度和高温强度显微镜。防腐螺旋钢管的目的通常是共同的布氏,洛氏,数维氏硬度。所需直径的轴承球或碳化物球的硬度应以所需的实验力进入样式的表面,然后在所需的维护期后去除实验力。



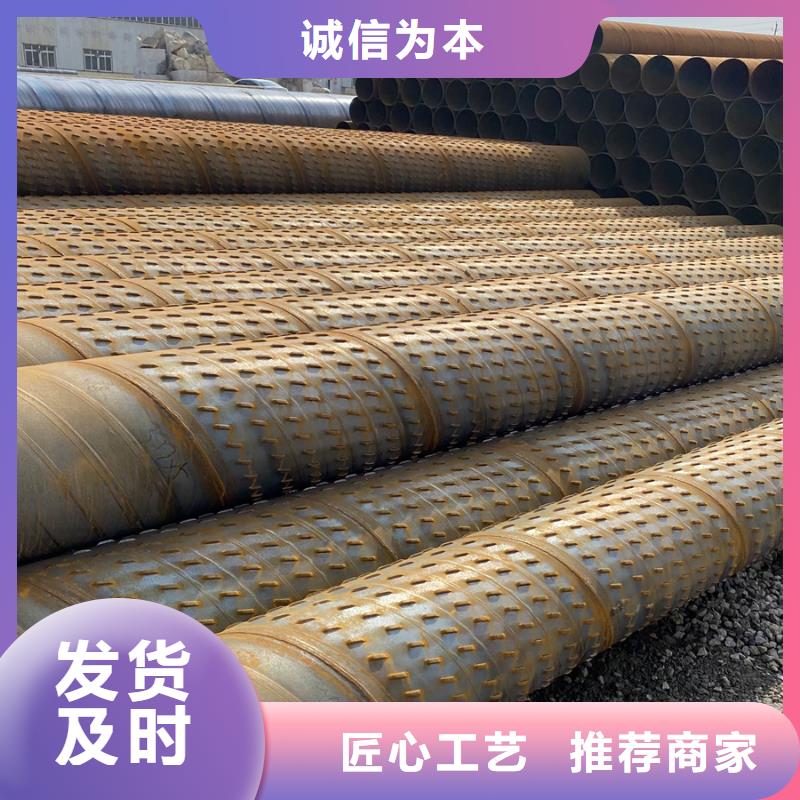
2.温州瑞安防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.温州瑞安防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.温州瑞安防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.温州瑞安防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.温州瑞安本地镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。



然后,加热到规定温度,或进行炉冷(退火);或将炉门打开,温州瑞安螺旋管-保温螺旋钢管-大口径螺旋钢管-Q235B螺旋钢管-螺旋钢管厂实行空冷(正火,回火):或者为了进行水冷(固溶处理。淬火)将台车拖出炉外。炉子设备简单,投资少,适于生产量较小的热处理。操作的仲缩性强,易于安排。但是,炉温分布不均是难于避免的。虽然也有在炉顶安装搅拌风机的炉子,但也不能解决问题,因为管子是堆积在一起的,其加热速度和速度往往有很大差异。螺旋钢管为了弥补加热不均的影响,不得不延长在炉时间,致使热处理效率低,可靠性差。由于热处理过程中管子是固定不动的,有易产生弯曲的缺点。车底式炉子的台数有逐年减少的倾向。是车底式光亮热处理炉示例,连续式炉将管料连续地装入固定的加热装置中,从另一侧出料。钢管的这种搬运方法是连续式炉子的特征。顺着管子线往炉内送料的有:筒形炉,辊底式炉;与管轴线成90°角往炉内送料的有步进式炉。