


联系我们

当前位置:
天津 鑫铭万通商贸(沈阳市分公司) >沈阳本地产品News
钢板酸洗钝化无缝管专注细节专注品质
更新时间:2026-07-04 04:47:48 ip归属地:沈阳,天气:中雨转雷阵雨,温度:22-30 浏览次数:102 公司名称:天津 鑫铭万通商贸(沈阳市分公司)
以下是:辽宁省沈阳市钢板酸洗钝化无缝管专注细节专注品质的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
| 范围 | 钢板酸洗钝化无缝管供应范围覆盖辽宁省、沈阳市、大连市、鞍山市、抚顺市、本溪市、丹东市、锦州市、营口市、阜新市、辽阳市、盘锦市、铁岭市、朝阳市、葫芦岛市 沈河区、大东区、皇姑区、铁西区、苏家屯区、东陵区、沈北新区、于洪区、辽中区、康平县、法库县、新民市等区域。 |
以下是:辽宁省沈阳市钢板酸洗钝化无缝管专注细节专注品质的图文视频


【鑫铭万通】持续拓展产品矩阵,现有铁西酸洗钝化无缝管、于洪合金管、鞍山合金管、营口合金管等,满足不同场景需求。钢板酸洗钝化无缝管专注细节专注品质,鑫铭万通商贸(沈阳市分公司)专业从事钢板酸洗钝化无缝管专注细节专注品质,联系人:李经理,电话:【0527-88266222】、【0527-88266222】,以下是钢板酸洗钝化无缝管专注细节专注品质的详细页面。 辽宁省,沈阳市 沈阳是历史文化名城,清朝发祥地,素有“一朝发祥地,两代帝王都”之称。明天启五年(1625年),清太祖努尔哈赤迁都于此,皇太极建盛京城,并在此建立中国清朝,沈阳一跃为清代两京之一的盛京皇城,开始成为东北中心城市。新中国成立后,沈阳成为中国重要的以装备制造业为主的重工业基地,被誉为“共和国装备部”,有“共和国长子”和“东方鲁尔”的美誉。
我们的钢板酸洗钝化无缝管专注细节专注品质视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:辽宁沈阳钢板酸洗钝化无缝管专注细节专注品质的图文介绍


为了保证高硬度双金属复合耐磨钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。高硬度双金属复合耐磨钢板焊接时,应注意以下几点:
(1)严格按照图样、焊接工艺和有关标准施焊。
(2)遵循先焊接基层,再焊接过渡层, 焊接复层的焊接顺序。
(3)基层的焊接,应严防基层焊缝熔化到不锈钢的过渡层甚至复层焊缝,以免少量高铬、高镍的高硬度双金属复合耐磨钢板成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化。在不锈钢一侧的基层焊缝尽量采用无飞溅的焊接方法(例如埋弧焊、非熔化极氩弧焊等),因为碳素钢的飞溅会在复层表面造成锈蚀。



经过多年努力和用心经营,公司 喷漆无缝管产品畅销多个省市、自治区,并远销日本、泰国、俄罗斯、印度、巴基斯坦、东南亚等和地区,深受客户的好评。 鑫铭万通商贸(沈阳市分公司)是一家专业从事于 喷漆无缝管的生产厂家,您若想了解 喷漆无缝管产品和信息,请拨打我们的服务热线,真诚欢迎您到我公司考察洽谈业务,一站式采购,一次握手,终生朋友,厚德载物,胜在共赢。


输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐



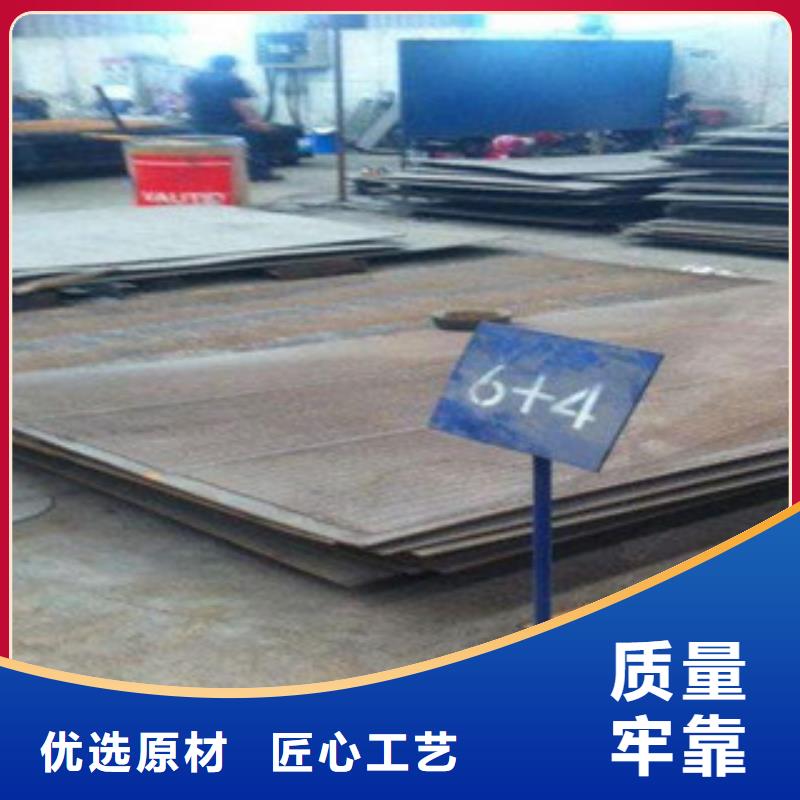
切割:可用等离子切割、碳弧、砂轮锯将大面积双金属复合衬板割成所需要的形状。(为了减少双金属复合衬板时所产生的冷裂纹),双金属复合衬板切割时要进行预热。双金属复合衬板越厚硬度越高,相应预热温度就越高。预热温度不要超过200。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。
打孔:根据双金属复合衬板硬度选择钻头,高速合金钻头,双金属复合衬板的机加工:双金属复合衬板具有良好的切削及剪切性能。常用工具材质为高速钢或硬质合金钢,打磨需用碳化物表面工具。国产双金属复合衬板可用任何普通电弧焊方法,就可将其焊接在普通结构钢上。
焊条的选择:低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)< 等强度焊接金属(焊接金属等于母体材料屈服强度)高强度焊接金属(焊接金属屈服强度大于母体屈服强度)选择低强度焊料与选择高强度焊料(屈服强度大于500)相比所具有的优势:焊接金属韧性大、焊接接头延伸性好、发生裂纹的可能性小。

今年在辽宁省沈阳市本地购买钢板酸洗钝化无缝管专注细节专注品质有了新选择,鑫铭万通商贸(沈阳市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的钢板酸洗钝化无缝管专注细节专注品质产品。如需购买或咨询,请随时联系我们,联系人:李经理-【0527-88266222】,地址:北辰区北辰大厦4-1012。