





如现代长大桥梁的美学特征是精练明快、纤细轻盈、接连流通,栏杆外型也应相对精练明快,并能添加接连流通的韵律感,防止混乱、怪形或歪曲而分散高速行驶中驾驶员的留意力,构成不平安要素。,日本冲绳濑底大桥,其栏杆、望柱、灯柱均选用了铝合金材料,精练亮光,与桥型相调和,接连流通,势道感非常强。
相反,城市人行桥或旅游区底桥梁是大家常常驻足观赏的当地,则应精心规划添加情味感,别的,桥梁栏杆如斜拉桥的斜拉索与直立主塔构成伞状轮廓, 栏杆通常选用加通栏杆扶手的精练外形为好,显得轻盈平稳,可添加斜拉桥的平衡感;梁桥则以程度、爽直为基调, 栏杆外型恰当多元化,以改动曩昔单调的现象。


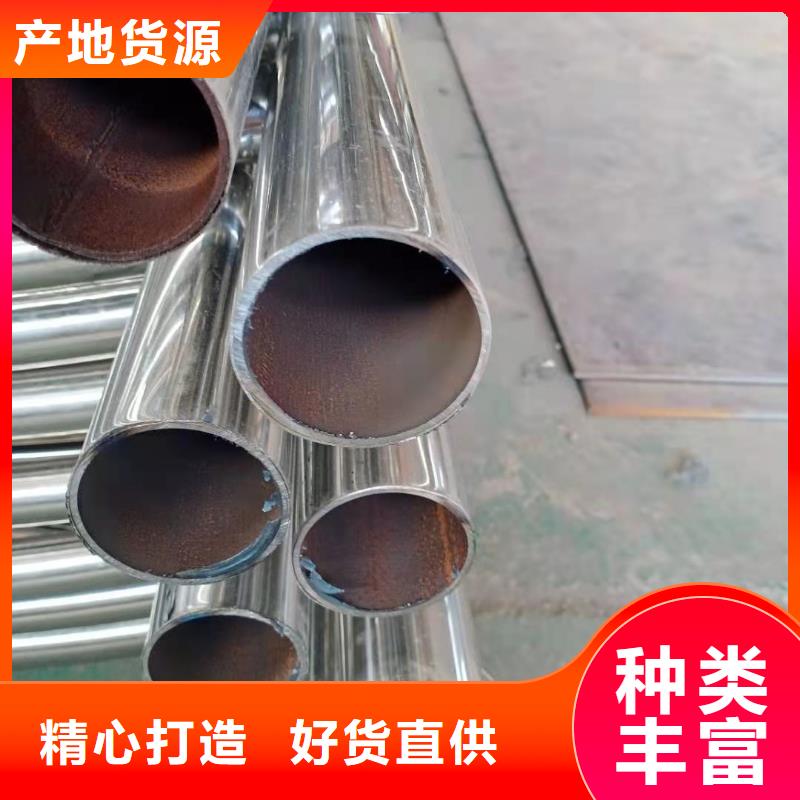
.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。



友鑫金属制品(滁州市分公司)主要生产和销售 防撞护栏等,集 防撞护栏产品设计,研发和生产于一体。所有 防撞护栏产品采用国际质量标准,产品远销海外,享誉海内外众多市场。公司年销售额1000w。为了保证客户的满意度,我们引进了先进的设备设施,并在 防撞护栏生产各个环节贯彻完整的质量检查措施。


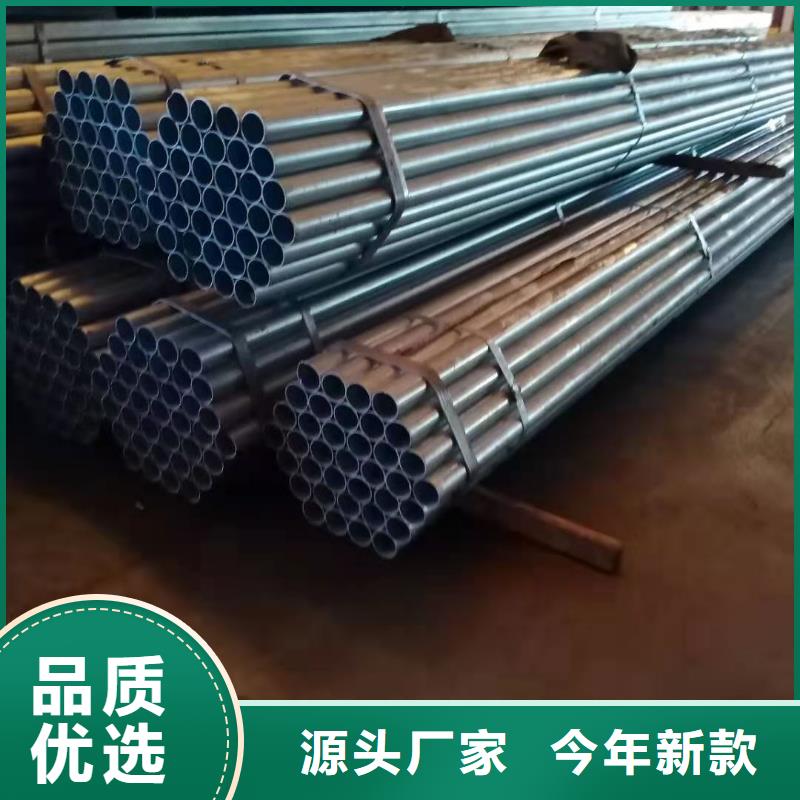
不锈钢护栏冶炼生产工艺路线的选择
一般情况下,三步法的生产成本要高于二步法,但由于上述各种因素的综合影响, 要根据生产规模产品方案及原料条件等实际情况,具体分析,合理选择。
生产规模
不锈钢的生产规模对冶炼生产工艺的选择,具有制约作用。生产规模小,一般年产3万t不锈钢,不锈钢返回废钢有可靠保证的,可以选用一步法冶炼生产工艺。
不锈钢的生产规模达到5万t以上,不锈钢的冶炼生产工艺不宜采用一步法,应该选用二步法或三步法组织生产。
产品大纲中对少生产(C+ N) > 250~300ppm的不锈钢,可选用二步法组织生产。若生产规模大,产品范围宽,考虑到生产节奏和能源供应等因素,宜配置三步法冶炼生产工艺路线的设备,其中分产品按照二步法或三步法组织生产。



