




我们的钢结构镀锡C1221多种款式可随心选择视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:江苏徐州钢结构镀锡C1221多种款式可随心选择的图文介绍


另外,还有一些参考值:如每平米造价, 构件重量, 跨度,结构形式,檐高等,以上这些在判断厂房是否为重钢或轻钢时可以提供经验数据,当然很多建筑都是轻、重钢都有。但有一些我们可以较肯定的说是重钢:如:石化厂房设施、电厂厂房、大跨度的体育场馆、展览中心,高层或超高层钢结构。
实际上 规范和技术文件都并没有重钢一说,为区别轻型房屋钢结构,也许称一般钢结构为“普钢”更合适。因为普通钢结构的范围很广,可以包含各种钢结构,不管荷载大小,甚至包括轻型钢结构的许多内容,轻型房屋钢结构技术规程只是针对其“轻”的特点而规定了一些更具体的内容,而且范围只局限在单层门式刚架。
轻钢也是一个比较含糊的名词,一般可以有两种理解。一种是现行《钢结构设计规范》(GBJ 17-88)中第十一章“圆钢、小角钢的轻型钢结构”,是指用圆钢和小于L45*4和L56*36*4的角钢制作的轻型钢结构
由此可见,轻钢与重钢之分不在结构本身的轻重,而在所承受的围护材料的轻重,而在结构设计概念上还是一致的 。
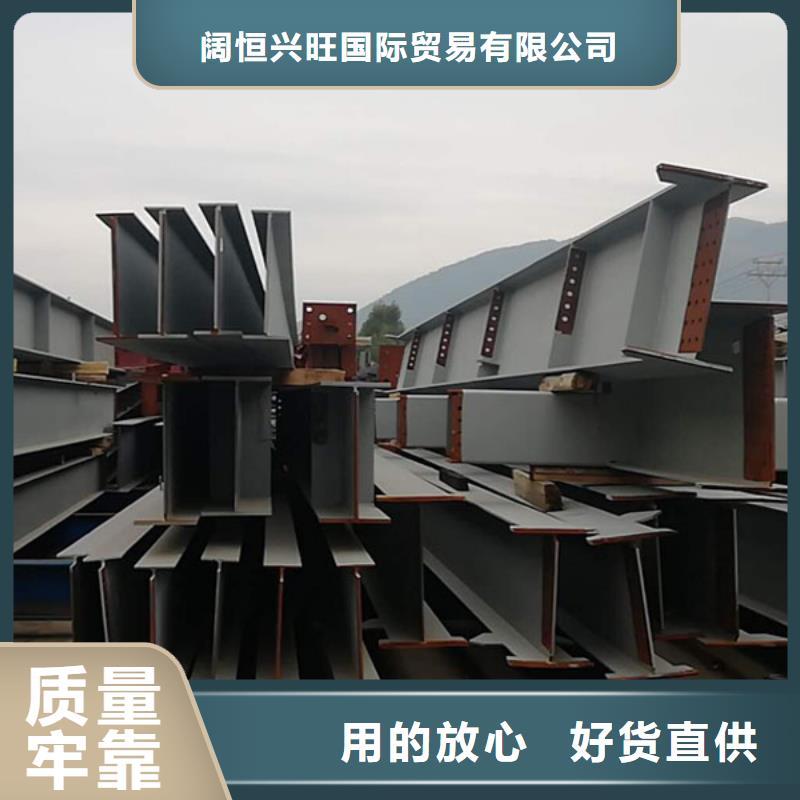
钢构件的预制
按着安装顺序和工艺要求在钢平台上进行钢构件的预制和组装,要保证焊接制作质量。
型钢的拼接翼缘板拼接接缝和腹板拼接接缝的间距应大于200㎜。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300㎜,长度不应小于600㎜。
实际上 规范和技术文件都并没有重钢一说,为区别轻型房屋钢结构,也许称一般钢结构为“普钢”更合适。因为普通钢结构的范围很广,可以包含各种钢结构,不管荷载大小,甚至包括轻型钢结构的许多内容,轻型房屋钢结构技术规程只是针对其“轻”的特点而规定了一些更具体的内容,而且范围只局限在单层门式刚架。
轻钢也是一个比较含糊的名词,一般可以有两种理解。一种是现行《钢结构设计规范》(GBJ 17-88)中第十一章“圆钢、小角钢的轻型钢结构”,是指用圆钢和小于L45*4和L56*36*4的角钢制作的轻型钢结构
由此可见,轻钢与重钢之分不在结构本身的轻重,而在所承受的围护材料的轻重,而在结构设计概念上还是一致的 。
钢构件的预制
按着安装顺序和工艺要求在钢平台上进行钢构件的预制和组装,要保证焊接制作质量。
型钢的拼接翼缘板拼接接缝和腹板拼接接缝的间距应大于200㎜。翼缘板拼接长度不应小于2倍板宽;腹板拼接宽度不应小于300㎜,长度不应小于600㎜。



本公司坐落于北辰区韩家墅钢材市场,公司是集研发、制造、销售、服务于一体的大型综合性公司,拥有雄厚的技术力量和先进的生产设备以及科学的管理体制,公司主营产品 TU00无氧铜,产品以良好的性能,精良的品质得到了广大客户的认可。 公司具有先进的质量保证体系和科学的检测手段,生产设备先进精良,产品性能达到标准。公司建立完善的质量保证体系,对产品实行严格的质量控制,确保产品达到质量标准,充分满足广大顾客需求。


另外还有无热桥轻钢结构体系,建筑本身是不节能的,本技术用巧妙的特种连接件解决了建筑的冷热桥问题;小桁架结构使电缆和上下水管道从墙里穿越,施工装修都方便。
1、材料强度高,自身重量轻
钢材强度较高,弹性模量也高。与混凝土和木材相比,其密度与屈服强度的比值相对较低,因而在同样受力条件下钢结构的构件截面小,自重轻,便于运输和安装,适于跨度大,高度高,承载重的结构。
2、钢材韧性,塑性好,材质均匀,结构可靠性高
适于承受冲击和动力荷载,具有良好的抗震性能。钢材内部组织结构均匀,近于各向同性匀质体。钢结构的实际工作性能比较符合计算理论。所以钢结构可靠性高。
3、钢结构制造安装机械化程度高
钢结构构件便于在工厂制造、工地拼装。工厂机械化制造钢结构构件成品精度高、生产效率高、工地拼装速度快、工期短。钢结构是工业化程度 的一种结构。
1、材料强度高,自身重量轻
钢材强度较高,弹性模量也高。与混凝土和木材相比,其密度与屈服强度的比值相对较低,因而在同样受力条件下钢结构的构件截面小,自重轻,便于运输和安装,适于跨度大,高度高,承载重的结构。
2、钢材韧性,塑性好,材质均匀,结构可靠性高
适于承受冲击和动力荷载,具有良好的抗震性能。钢材内部组织结构均匀,近于各向同性匀质体。钢结构的实际工作性能比较符合计算理论。所以钢结构可靠性高。
3、钢结构制造安装机械化程度高
钢结构构件便于在工厂制造、工地拼装。工厂机械化制造钢结构构件成品精度高、生产效率高、工地拼装速度快、工期短。钢结构是工业化程度 的一种结构。



三、安装焊接程序及一般规定
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。
焊接的一般顺序为:焊前检查 →预热除锈 → 装焊垫板和引弧板→ 焊接 → 检验
1.焊前检查坡口角度、钝边、间隙及错口量,坡口内和两侧的锈斑、油污、氧化铁皮等应干净。
2.预热。焊前用气焊或特制烤枪对坡口及其两侧各100mm范围内的母材均匀加热,并用表面测温计测量温度,防止温度不符合要求或表面局部氧化,预热温度。
3.重新检查预热温度,如温度不够应重新加热,使之符合要求。
4.装焊垫板及引弧板,其表面清洁程度要求与坡口表面相同,垫板与母材应贴紧,引弧板与母材焊接应牢固。
5.焊接: 层的焊道应封住坡口内母材与垫板的连接处,然后逐道逐层累焊至填满坡口,每道焊缝焊完后,都必须焊渣及飞溅物,出现焊接缺陷应及时磨去并修补。
6.一个接口必须连续焊完,如不得已而中途停焊时,应进行保温缓冷处理,再焊前,应重新按规定加热。
7.遇雨、雪天时应停焊,构件焊口周围及上方应有挡风、雨棚,风速大于5m/s时应停焊。环境温度低于零度时,应按规定采取预热和后热措施施工。
8.碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成24h以后,进行焊缝探伤检验。
9.焊工和检验人员要认真填写作业记录表。
