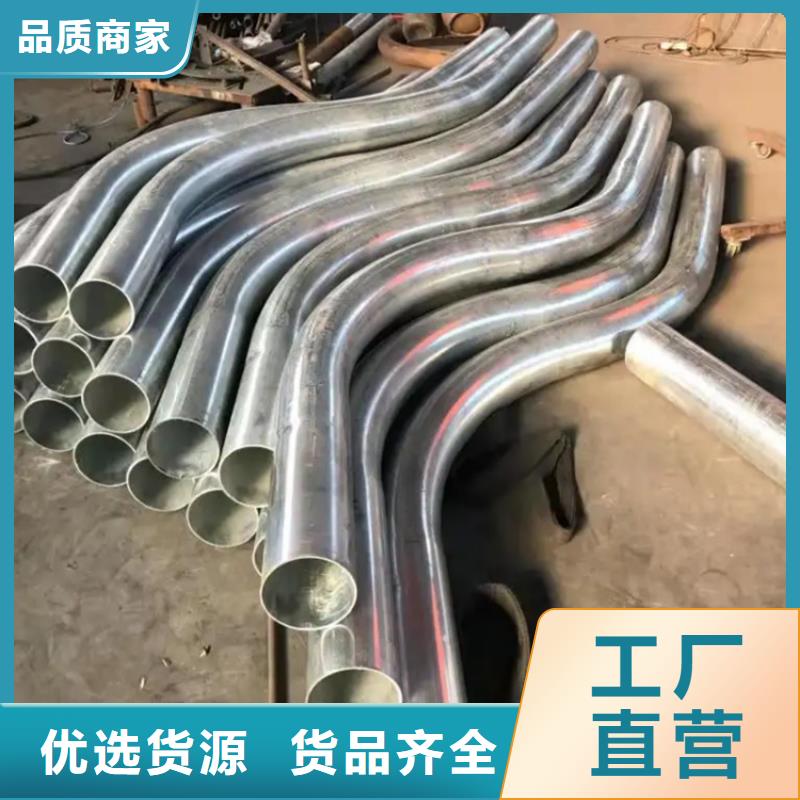
以下是:德宏市梁河县弯管O型弯管厂家直销直供的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
| 范围 | 弯管O型弯管直销直供供应范围覆盖云南省、德宏市、梁河县、瑞丽市、芒市、盈江县、陇川县等区域。 |
|---|
以下是:德宏市梁河县弯管O型弯管厂家直销直供的图文视频
【航萧】以匠心打造多元场景产品,涵盖
盈江O型弯管、
芒市中频弯管等。
弯管O型弯管厂家直销直供,
航萧管件(德宏市梁河县分公司)为您提供
弯管O型弯管厂家直销直供,联系人:
宋经理,电话:
【0527-88266888】、【0527-88266888】。 云南省,德宏傣族景颇族自治州,梁河县 梁河县是一个典型的农业县。是中国葫芦丝的故乡。2006年,云南省梁河县申报的“遮帕麻和遮咪麻”,入选批非物质文化遗产名录。2020年5月17日,正式退出贫困县序列。
想了解弯管O型弯管厂家直销直供产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:德宏梁河弯管O型弯管厂家直销直供的图文介绍

弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。 1、模具没有做好!或者磨损了。 2、弯管方式不对,可以的话,选用旋转拉弯式的。 有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。 公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。 欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。 我有限公司专业从事方管弯圆加工,圆管弯圆加工,h型钢拉弯加工,弯管加工.我公司弯管加工经验丰富,行业领先的圆管弯圆加工,h型钢拉弯加工服务,各种规格的拉弯加工深受用户欢迎!


弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机. 弯管弯曲方法加工怎样完成的 在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。 目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。 如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。 在加工弯头时,对弯曲有一定的要求。 并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。 现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。



数控液压弯管机的工作原理 1.数控液压弯管机机械部分主要由专管夹紧装置.弯管传动装置.助推装置.床身以及弯管模等组成。 2.弯管原理如下:弯管模固定在在主轴上并随主轴一起转动,管子就被缠绕在弯管模的周向上,弯管模的旋转角度 即为弯曲角度,在同一根管件上可以实现同半径三维多弯,主要有直线送料.空间转角以及弯管三大动作,在完成个弯管角度后,管件送到下一个弯曲位置并连过一空间转角,在进行下一个弯,即可得到相同弯曲半径的空间弯管,弯管模决定了管件的弯曲半径。 3.PLC在液压弯管机控制系统的应用,克服了由继电接触器控制系统容易受环境干扰.故障率高和维修困难等缺陷。


弯管加工中出现的问题有哪些原因。弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。 弯管加工中出现的问题有哪些原因 每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。 因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。 因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。


航萧管件(德宏市梁河县分公司)位于经济开发区崂山路物流院内 ,本公司专业生产 H型钢拉弯。 公司拥有专业的设计及施工团队,可以根据客户不同需求进行设计制作产品。我们依靠先进的生产设备、专业的设计研发团队、高质量、合理的价格及完善的售后服务体系。始终坚持“诚信为本、质量保证、客户为主的原则,以合格的产品引导市场,备受广大客户的青睐。 公司始终秉承“求实、创新、诚信、的企业宗旨,竭诚为您提供的服务,期待与您结成事业上的同盟,共谋发展,共创辉煌! 服务热线:0527-882668880527-88266888 欢迎来电咨询或到厂实地考察!


选购弯管O型弯管厂家直销直供来德宏市梁河县找航萧管件(德宏市梁河县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:宋经理-【0527-88266888】,地址:[经济开发区崂山路物流院内]。