


联系我们1

您也许对涪陵本地以下产品新闻也感兴趣
当前位置:
武汉 华宇诚数控科技(重庆市涪陵区分公司) >涪陵本地新闻中心
数控等离子切割机,数控激光切割机大厂家实力看得见
更新时间:2026-07-02 11:10:26 ip归属地:重庆,天气:小雨,温度:24-28 浏览次数:60 公司名称:武汉 华宇诚数控科技(重庆市涪陵区分公司)
以下是:重庆市涪陵区数控等离子切割机,数控激光切割机大厂家实力看得见的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
| 范围 | 数控等离子切割机,数控激光切割机供应范围覆盖重庆市、万州区、涪陵区、渝中区、大渡口区、江北区、沙坪坝区、九龙坡区、南岸区、北碚区、綦江区、大足区、渝北区、巴南区、黔江区、长寿区、江津区、合川区、永川区、南川区、潼南区、铜梁区、荣昌区、璧山区、梁平区、城口县、丰都县、垫江县、武隆县、忠县、开县、云阳县、奉节县、巫山县、巫溪县等区域。 |
以下是:重庆市涪陵区数控等离子切割机,数控激光切割机大厂家实力看得见的图文视频





【华宇诚】为您提供垫江不锈钢光纤激光切割机、沙坪坝光纤激光切割机、渝中金属光纤激光切割机厂家、城口国产光纤激光切割机价格等多元产品与服务。数控等离子切割机,数控激光切割机大厂家实力看得见_华宇诚数控科技(重庆市涪陵区分公司),固定电话:【18762195566】,移动电话:【18762195566】,联系人:,江夏区庙山工业园特1号。 重庆市,涪陵区 涪陵二字取自“涪水之滨,巴王之陵”。春秋战国时曾为巴国国都,秦昭襄王三十年(前277年)置枳县。1997年3月,原四川省涪陵市、并入重庆直辖市。12月,撤销原地级涪陵市和枳城区、李渡区,设立重庆市涪陵区。特产主要有涪陵榨菜、涪陵红心萝卜、涪陵油醪糟等;名胜景点主要有白鹤梁、武陵山大裂谷、武陵山森林公园、大木花谷、816地下核工程、美心红酒小镇等。
我们的数控等离子切割机,数控激光切割机大厂家实力看得见视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
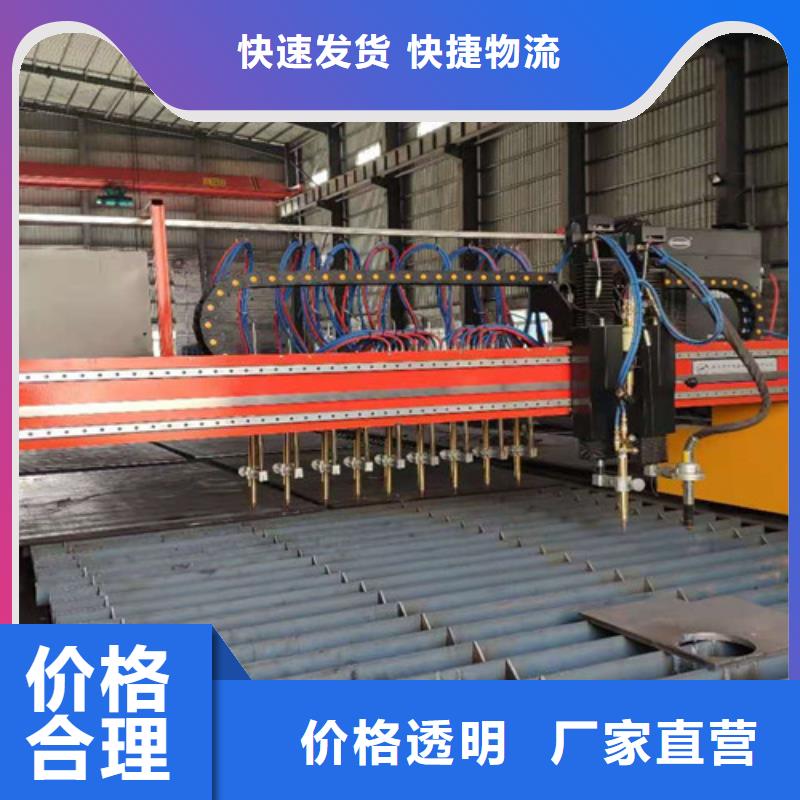
以下是:重庆涪陵数控等离子切割机,数控激光切割机大厂家实力看得见的图文介绍


数控等离子切割机主要的应用领域为:不锈钢、铸铁、铜、铝及其他有色金属的板材等,主要用于平面切割非规则图形,理论上只要用AUTOCAD能画出来的图形就能切割(半径小于2倍等离子割缝宽度的图形无法切割)。一台完整的数控等离子切割机主要由等离子发生器,数控系统,机床和供气装置(空气压缩机)几部分组成。等离子发生器及其割炬组直接决定切割质量,数控系统及机床直接决定切割精度,供气装置直接影响切割质量,也是等离子发生器工作的必备条件。
数控等离子切割机在切割速度及切割范围上都较火焰切割有所改善,加上近年来等离子切割技术的成熟完善,市场上也有越来越多的用户企业选择等离子切割方式,相比传统的切割方式来看,等离子切割具有率、高精度和高稳定性等优点,尤其适合于大批量生产加工及高精度切割要求,另外从成本角度来看,由于去掉了切割燃气费用,等离子切割相对成本更为经济,特别是应用于大批量加工生产的时候,其加工成本控制将更为明显。



华宇诚数控科技(重庆市涪陵区分公司)本着以诚信为基础、服务求发展的经营理念,员工工作热情饱满,使公司自成立以来,在激烈的 光纤激光切割机床竞争中不断发展壮大。经过多年的努力开拓,公司以良好的 光纤激光切割机床性价比,优良及时的售后服务赢得了客户的信赖。公司愿一如既往地与各位新老朋友真诚合作、互惠互利、共同发展。我们的宗旨是为客户:创造便利和放心!我公司本着先做人、后做事的态度,对所有新老客户免费提供 光纤激光切割机床方面的咨询。


数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。



在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!

选购数控等离子切割机,数控激光切割机大厂家实力看得见来重庆市涪陵区找华宇诚数控科技(重庆市涪陵区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:-【18762195566】,地址:[江夏区庙山工业园特1号]。