





别再纠结于文字描述了,观看视频,让304不锈钢板支持非标定制产品为你展现真实魅力!
以下是:黄冈麻城304不锈钢板支持非标定制的图文介绍

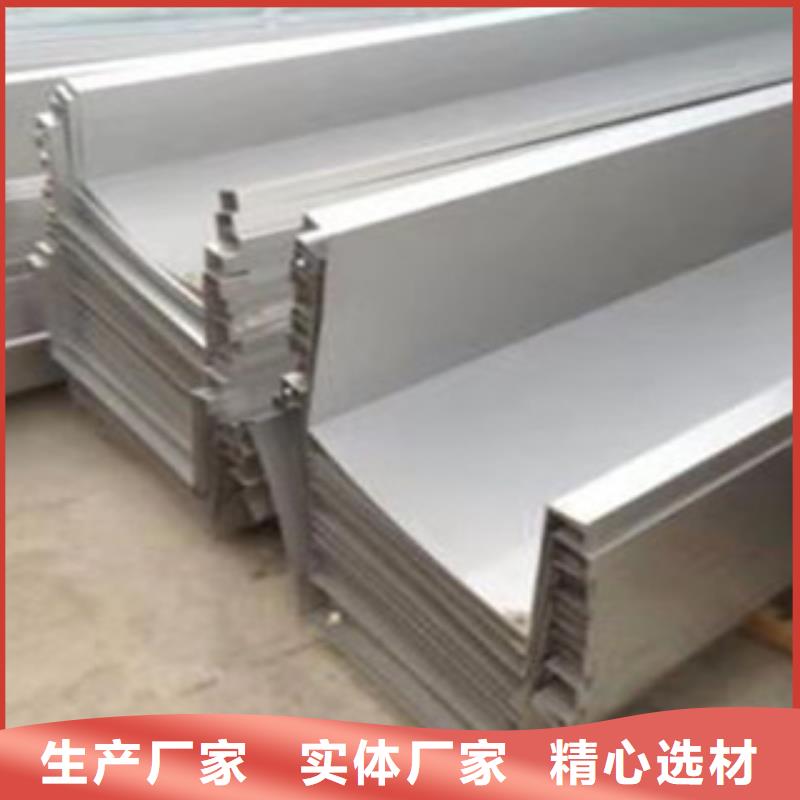
5CM厚的不锈钢板要用特殊的切开工具加工,例如: (1)较大瓦数的Laser Cutting machine(镭射切开机)、(2)油压锯机、(3)磨碟、(4)人手锯、(5)Wire Cutting machine (线切开机)。不锈钢板受上周末钢坯下跌影响,周初开市,本地普遍下调10-20元。此后,钢坯连续上涨加之期螺持续攀升,受此提振,市场价格小幅上涨,低位成交好转,厂商报价陆续高靠,市场心较足。然而这股持续走高的势头并没有一路高歌猛进,而是终结于后半周,原因一方面是期螺震荡走低拖累市场心态,更重要的还是在于当前市场正处于进入淡季的过渡期,实际需求比较弱,在需求偏弱的现状下,实际市场走货仍以低价资源为主,价格虚高没有实际意义。


不锈钢板?焊接难点及解决方案:304不锈钢板焊接基层时,由于板厚较大,焊接接头承受有较大的拘束应力;在焊接热循环的作用下,热影响区易产生马氏体淬硬组织,使焊接接头硬度和脆性增加,韧性和塑性显著降低。这些因素都会导致焊接裂纹的产生。为了有效焊接裂纹的产生,可采取的措施有:选用低氢型焊条;焊条使用前按要求进行烘干;仔细清理坡口表面水、油、锈等杂质;选择合理的焊接工艺参数,如焊前预热、焊后缓冷、采取多层多道焊、控制层间温度等;选择合适的施焊顺序,以减小焊接应力等。304不锈钢板在用不锈钢焊条(A002)焊接复层时,易熔化基层,使焊缝金属成分稀释,从而降低焊缝金属的塑性及耐蚀性,熔合区的脆性明显增加。因此,焊接复层时,一定要控制焊接线能量,采用多层多道焊,以减小焊接熔深。304不锈钢板在用奥氏体钢焊条(A302)焊接过渡层时,焊缝易产生热裂纹。同时,过渡区会发生碳的迁移过程:即碳由低铬的基层向高铬的不锈钢熔敷金属转移,因此,基层和复层的交界处形成高硬度的增碳层和低硬度的脱碳层,引起熔合区的脆化(或软化),持久强度降低,易产生疲劳裂纹。宜采用小直径焊条,快速多道焊,必要时可采用浇冷水的方法以加速冷却,阻碳层的形成,使焊接接头具有高的强度和韧性。



那有关薄不锈钢板用氩弧焊焊接的技巧你知道多少?首先这要看你的具体要求,焊缝平整度,变形大小,用不用打磨(抛个光就行),0.7还行了,0.4、05mm的你打算怎么弄,一般情况下,0.7的板子焊接好都有一定的变形,要想减小它,按下面的步骤来试试:尽量减小焊件之间的缝隙(越紧密越好);如果要填焊丝的话,焊丝一定要细,0.8的就可以了;电流一点要小,小到能溶化焊丝就行,大概30A左右,焊机不同,根据各焊机而定;焊接速度一定要快,越快越好,变形也就越小,焊缝也就越漂亮,如果有水冷却就更好了;焊机也有讲究,一般选用逆变式交直流焊机,电流比较稳定。这种焊机会稍许贵一点。都是手法问题,多练就行!



永誉不锈钢制品(黄冈市麻城市分公司)是专业研发、生产、销售量【不锈钢管】产品的企业之一,厂家位于经济技术开发区湘江路西、金山路南,厂家自创立以来,始终秉持专业、专注、专一的经营理念,全力开发满足各领域需求的高品质【不锈钢管】产品,在国内【不锈钢管】产品领域拥有很高的声誉。


