


不要错过我们上传的hdpe双臂波纹管正规厂家满足您多种采购需求视频!它将为您提供比图文更直观、更的产品介绍,点击观看,让您轻松了解产品详情。
以下是:山西阳泉hdpe双臂波纹管正规厂家满足您多种采购需求的图文介绍

小编为您介绍一下HDPE双壁波纹管要素:输油终端、压缩机站、泵站的,由于涉及各种HDPE双壁波纹管系统和设备而比较复杂。因此需要作业人员在、电气系统、控制系统、机械系统、仪器仪表系统等方面需具有高超的技能或经过高水平的培训。
因此严格遵守和环保规章制度非常重要的。需要详细制定和实施的计划来指导作业。计算机化的管理系统记录了工作所需的大量数据,据此发出工作指令对作业进行管理。虽然厂商提供的作业指南对于任务可以提供有效的依据,但是其他对于程序也很重要.有效的方案和调度方法能确保有效地使用资源和尽可能地避免储运损耗。
因为近几年对HDPE双壁波纹管研发力度的加大和生产工艺的,加上其本身性能特点优于一般管材,所以在未来的市场上将会出现更多的PE管材制品,专家预估它的主要发展市场领域在燃气管、夹芯管、排水、排污管的使用范围将大大。
因此严格遵守和环保规章制度非常重要的。需要详细制定和实施的计划来指导作业。计算机化的管理系统记录了工作所需的大量数据,据此发出工作指令对作业进行管理。虽然厂商提供的作业指南对于任务可以提供有效的依据,但是其他对于程序也很重要.有效的方案和调度方法能确保有效地使用资源和尽可能地避免储运损耗。
因为近几年对HDPE双壁波纹管研发力度的加大和生产工艺的,加上其本身性能特点优于一般管材,所以在未来的市场上将会出现更多的PE管材制品,专家预估它的主要发展市场领域在燃气管、夹芯管、排水、排污管的使用范围将大大。


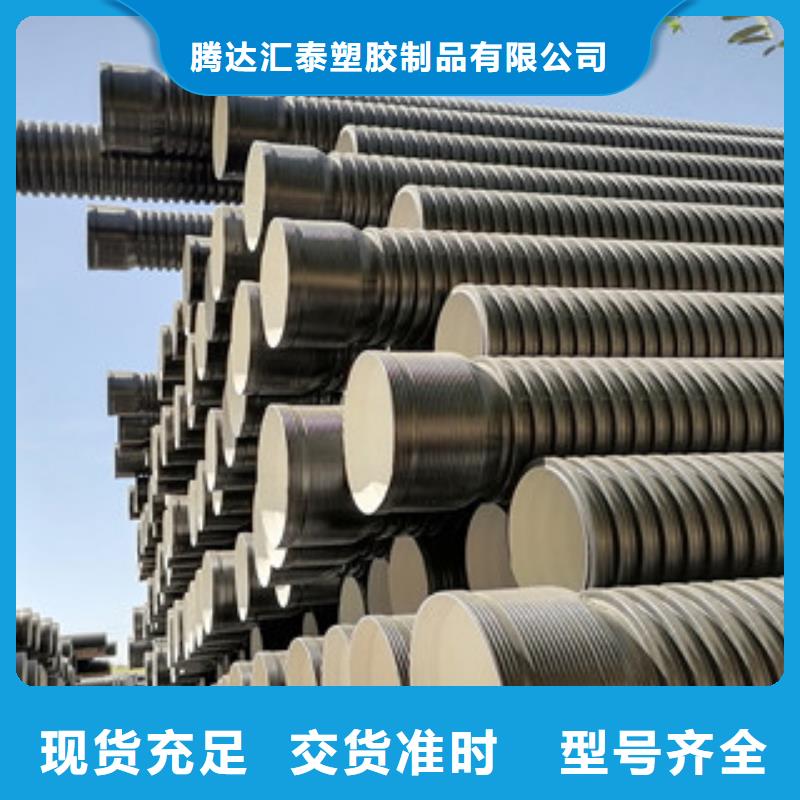
只有了解管材内部结构才能了解管材质量的好坏,仔细观察双壁波纹管的横截面时,会发现横截面的管壁是由两层管壁构成的,而且好的管材观察横截面的管壁厚度是否匀称,不好的管材会发现管壁厚度不一,还有观察管材波峰的厚度也是有效知道管材质量好坏的只要依据。
首先是波纹管的内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的来处理。
扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。
双壁波纹管的扩口不良一般是内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口不完整扩口的结尾不管怎样都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了。
扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离;内层壁厚偏薄;内层真空过早停止。扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。
扩口末端的内层有凹限其原因一般是扩口后的1个波和2个波内的气压过小;扩口后的1个波和2个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。双壁波纹管的内层有划痕通常由于料温过高致使内层口模上粘有糊料,料内有杂质,水套上有划伤,内层口模有划伤等。
外壁有小孔的原因是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底的相容性欠好。管材的波峰歪斜是由成型机速度过快冷却欠好、正常冲气气压过小导致。
以上是关于双壁波纹管的常见缺陷,希望大家在以后的使用过程中,注意以上几个问题,避免盲目操作造成损失,由于它的优势特性,被广泛的应用于各个领域,希站,我们是双壁波纹管的生产厂家,可以给您提供合适的管材,期待您的光临。
首先是波纹管的内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的来处理。
扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。
双壁波纹管的扩口不良一般是内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口不完整扩口的结尾不管怎样都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了。
扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离;内层壁厚偏薄;内层真空过早停止。扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。
扩口末端的内层有凹限其原因一般是扩口后的1个波和2个波内的气压过小;扩口后的1个波和2个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。双壁波纹管的内层有划痕通常由于料温过高致使内层口模上粘有糊料,料内有杂质,水套上有划伤,内层口模有划伤等。
外壁有小孔的原因是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底的相容性欠好。管材的波峰歪斜是由成型机速度过快冷却欠好、正常冲气气压过小导致。
以上是关于双壁波纹管的常见缺陷,希望大家在以后的使用过程中,注意以上几个问题,避免盲目操作造成损失,由于它的优势特性,被广泛的应用于各个领域,希站,我们是双壁波纹管的生产厂家,可以给您提供合适的管材,期待您的光临。



多年来,恒塑管道有限责任公司(阳泉市分公司)一贯坚持外树形象,内强质量,一点一滴,铸信誉。 本公司经营 螺旋形钢带管的生产销售和服务于一体的企业,另外本公司生产的 螺旋形钢带管等已顺利通过质量体系认证,产品已销往全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了公司自己的品牌。

