

【全新视界!】PE给水管非开挖顶管为品质而生产产品视频,带你领略产品新风尚!
以下是:安徽铜陵PE给水管非开挖顶管为品质而生产的图文介绍


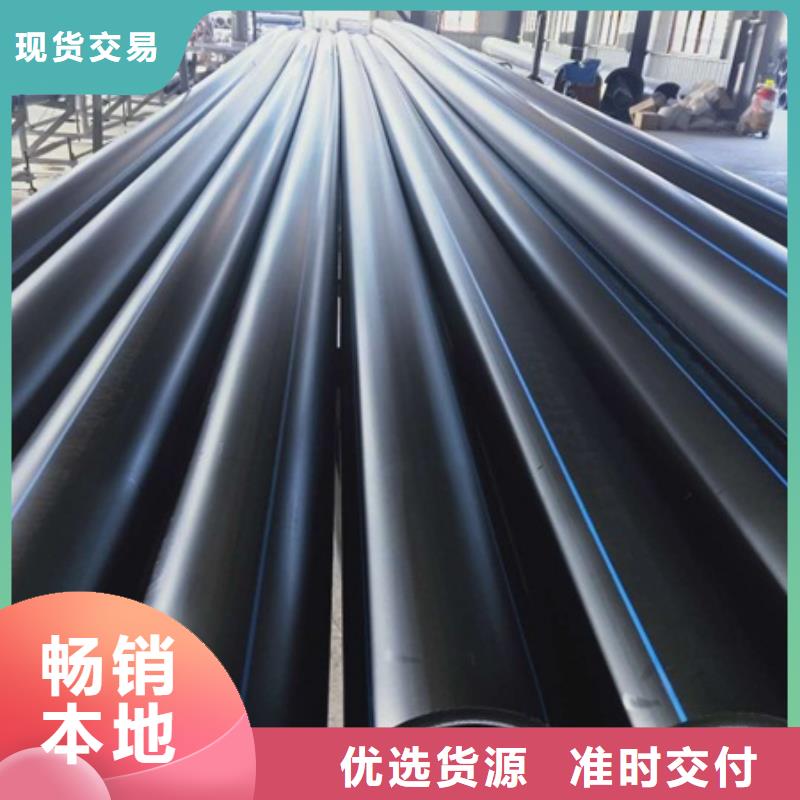
粘接方法
1.管材、管件粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用丙酮擦拭干净。管材断面应平整、垂直管轴线并进行倒角处理;粘接前应画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~1/2,间隙过大于时严禁使用粘接方法。涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承。口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。粘接完毕后及时将挤出的多余粘接剂擦净,在固化时间内不得受力或强行加载。粘接接头不得在雨中或水中施工,不得在5℃以下操作。连接程序:准备→清理工作面→试插→刷粘接剂→粘接→养护。



日基科技发展(铜陵市分公司)主要产品有 格栅管。我公司将客户的利益放在前,深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提效率,降低成本,增强竟争力,我们的销售和设计人员会仔细聆听您的要求和需要,完全根据您的要求和需要进行设计和制造,帮助您获得您理想的产品。 我公司拥有完善的售后服务网络,能对您的售后提供全力支持,帮助您得到您满意的设备,确保您在设备使用过程中及时地解决遇到的问题,并得到我们周到的服务。我们诚挚欢迎四海宾朋的光临!我们将为您提供优良的产品、合理的价格、周到的服务。


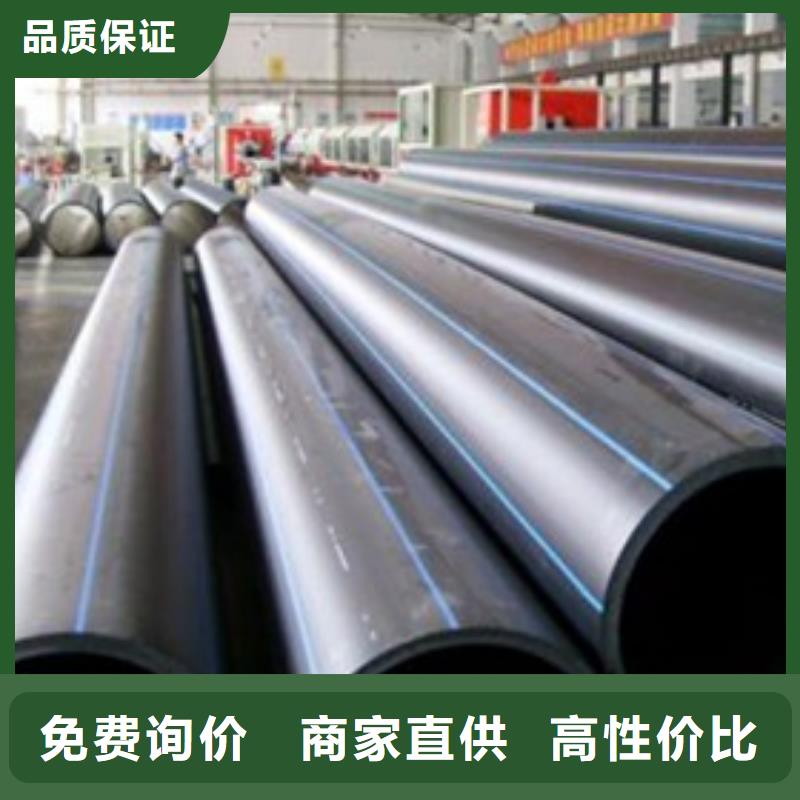
施工步骤
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。


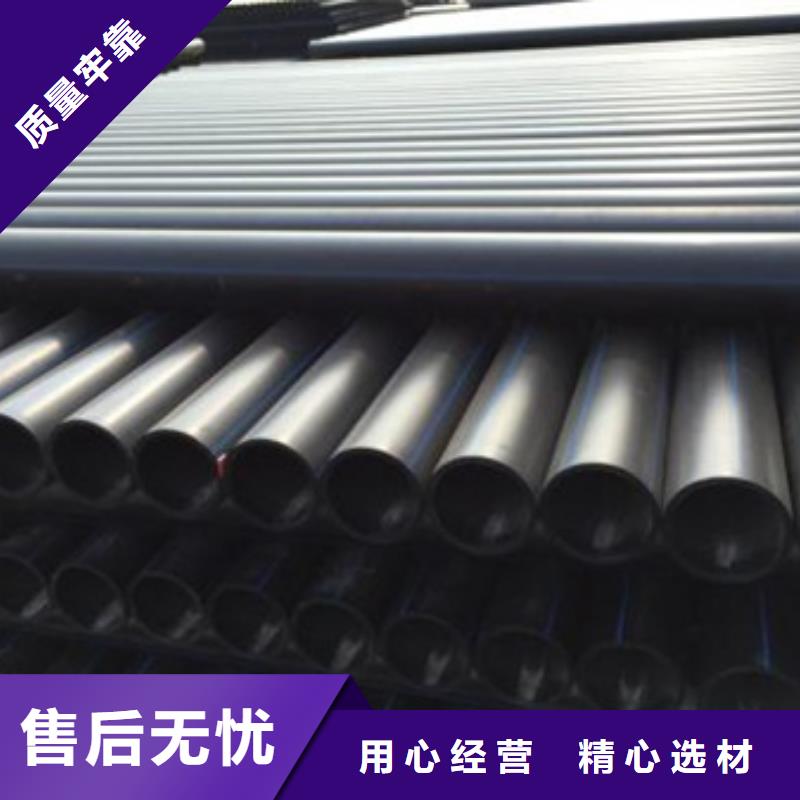
适用范围
准规定了用聚乙烯树脂为主要原料的材料,经挤出成型的给水用聚乙烯管材(以下简称"管材")的产品规格、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准还规定了原料的基本性能要求,包括分类体系。本标准适用于用PE63、PE 80和PE 100材料(见4.1)制造的给水用管材。管材公称压力为0.32MPa~1.6MPa,公称外径为16 mm~1000 mm。本标准规定的管材适用于温度不超过40℃,一般用途的压力输水,以及饮用水的输送。6.1.一般规定:6.1.1.管材、管件以及管道附件的连接应采用热熔连接(热熔对接、热熔承插连接、热熔鞍形连接)或电熔连接(电熔承插连接、电熔鞍形连接)及机械连接(锁紧型和非锁紧型承插式连接、法兰连接、钢塑过度连接)。公称外径大于或等于63mm的管道不宜采用手工热熔承插连接,壁厚<6mm的管材不宜使用热熔对接的连接方法,聚乙烯管材、管件不得采用螺纹连接和粘接。



