




想要知道 球墨铸铁管厂家现货供应产品如何?看视频就知道!看视频,选产品更明智!
以下是:北京顺义 球墨铸铁管厂家现货供应的图文介绍


球墨铸铁管的铸造工艺有连续铸造法、热模铸造法和水冷离心铸造法,其中水冷法为当今进工艺,不同工艺球墨铸铁性能也不同它与普通铸铁管对比,不仅保持了普通铸铁管的抗腐蚀性,而且具有强度高、韧性好、壁薄、重量轻、耐冲击、弯曲性能大、安装方便等优点。 因此球墨铸铁管不但在国外普遍采用,而且在国内也得到了很好的使用,在很多地区,球墨铸铁管在中、的给水管中已普遍采用;球墨铸铁管与钢管的性能比较:钢管可分为有缝钢管和无缝钢管,在给水管中道中一般采用有缝管。 我球墨管采用炼铁高炉生产的低磷、低硫的优质铸造铁水,球墨铸铁管按当前上的离心铸造、退火工艺,水冷金属型离心铸管机浇铸而成,经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层养生、水泥内衬、外壁。 球墨铸铁是灰铸铁在熔化浇铸前的铁液中加入球化剂和孕育剂,使其呈球状石墨存在,断口呈灰白色,代 QT,球铸铁经过热处理后可以得的较好的力学性能,强度高有勒性,耐磨,又有良好的铸造性能,价格较低,在很多地方可代替钢件,一些重要的管道阀门壳体也采用球墨铸铁取代铸钢件。



球墨铸铁管出现开裂倾向的原因在熔模铸造生产中遇到带有长窄槽的零件经常发生缺陷,造成零件报废缺陷产生机理分析根据经验分析,认为问题出在型壳上,于是对型壳进行解剖,发现几乎所有窄槽处型壳都有缝隙,即没有挂上砂。 渗碳体是铸铁合金组织中的高碳硬质相。含碳6.67%,硬度95~1050(HV)。渗碳体是碳原子和铁原子构成的间隙化合物。 在单元晶格中,每个碳原子被6个构成八面体的铁原子所包围,相邻的6个八面体共用个铁原子,因此,渗碳体中铁、碳原子比为3:1.渗碳体的化学式为Fe3C。渗碳体中的铁原子和碳原子均能被一些尺寸和化学性质相近的原子部分取代,即化合物中可溶入一些合金元素。 例如,碳化物形成元素铬、钼、、锰能溶入化合物。合金元素的质量分数超过一定限度后,化合物的晶体结构发生变化,形成合金碳化物,如(FeCr)C3球墨铸铁中的渗碳体包括初生渗碳体、共晶渗碳体、二次渗碳体。初生渗碳体是指在共晶反应之前由铁水中析出的渗碳体。 这种组织以游离状态存在.金相组织中的板条状物相。亚共晶成分球墨铁水以速度降温到奥氏相线温度,初生开始形核、生长。但在球墨管生产厂家实际生产中,由于凝固过冷现象,析出温度总是稍低于液相线温度,而且共晶成分和过共晶成分的铁水中也能在低于平衡温度下析出初生铁水中的氧化物、氮化物徼粒可能成为形核基质。 早形核部位是铁水温度的部位(通常是铁水与型壁部初生以枝晶方式生长,首先是在液相中出现一些八面体初生晶体,初生八面体锥顶部分由于结晶潜热优先与周围溶液对流,球墨管生产厂家使晶体中的。 是取自球墨铸铁件缩孔内表面的初生枝晶,显示出凝固体生长过程尚未结束时已形成的一次枝晶和二次枝晶。销售方式不同球墨铸铁管价格存在的差异不然,就会像农贸市场一样迅速衰退,衰变成一个电子化的农贸市场。



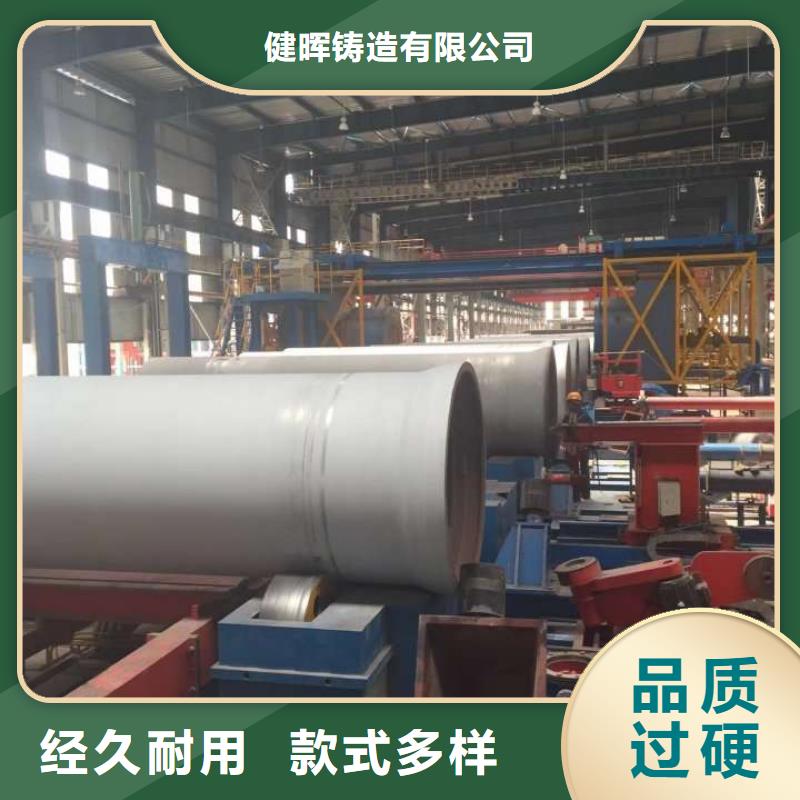
健晖铸造(北京市顺义区分公司)成立多年以来,始终秉承“诚信为本、服务至上”的宗旨,公司所有 国标球墨铸铁管产品用料精良,通过服务获得客户的满意; 提高客户对 国标球墨铸铁管的信赖。 近年来,企业发展突飞猛进,生产规模迅速扩大, 国标球墨铸铁管产品质量稳步提高,各项管理逐步规范,销售额逐年猛增。我们愿以完善的质量体系, 勇于开拓、高信誉与各地区的客商携手合作,开创美好未来!


球墨铸铁管以其优异的机械性能与外在的质量,是管道供水事业的承载者,其超q的承压能力,可靠的密封性能,无可比拟的防腐处理和水质保证体系,使得管道供水近科,即使在地形复杂的盐碱地、沼泽地、高坡及沙漠等均衡的土壤下,也能出色完成供水任务新型的球墨铸铁管,具有一定的抗冻性,只要没有特殊情况,基本不会出现冻裂和爆管。 01试验球墨铸铁管管线的所有阀门必须打开,在试压中,不允许用闸阀做堵板,应制作两端盲板做堵板,并在堵板位置用混凝土或者千斤顶作为靠背(按推力吨位配置); 02在球墨铸铁管管线灌水升压过程中,须把管道的排气阀打开,待把的管道内的气体应排尽后再关闭,排气阀必须装到管线的 位置,升压过程中,当发现压力表针摆动较大,不稳,应重新打开排气阀门,等空气排完后再按压力10%逐级升压;首先球墨铸铁管的维护保养要从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等进行一次肉眼目测的外观检查,避免使用带病的部件。



球墨铸铁管应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。⑤、安装机具设备:将好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。⑥、顶推管子使之承口:在安装时,为了将插口承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端左右摇晃管子,直到插口承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。 球墨铸铁管⑦、管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行的方法使管件平行安装,胶圈不致被挤。也可采用管件的办法,用单根钢丝进行安装。在球墨铸管生产加工中,并不是十全十美的,除了产生一般缺陷外,还会产生一些特有的缺陷,如缩松、夹渣、皮下气孔、球化不良及衰退等。这些缺陷影响铸件性能,使铸件废品率。为了防止球墨铸管这些缺陷的发生,有必要对其进行分析并且精密铸造,总结出各种影响因素。球墨铸管球化不良和球化衰退影响因素分析(1)特征在银白色的断口上,分布有可见的黑点。且黑点多、直径大,球墨铸管表明球化不良的程度比较严重。 球墨铸铁管在观察显微组织时,除了球状石墨外,还存在大量的厚片状石墨。(2)产生的原因主要是因为原铁液中的含硫量过高或铁液严重氧化;球化元素残留量不足(球化剂加入量不足,球化剂中的镁含量不够或发生严重偏析,铁液温度过高,处理时球化剂烧损量较大;或处理温度低,球化剂粘结在包底等);铁液中有元素存在等。

