


联系我们

钢板-喷漆无缝管实拍品质保障
更新时间:2026-07-06 05:51:48 ip归属地:北京,天气:雷阵雨,温度:20-32 浏览次数:108 公司名称:天津 鑫铭万通商贸(北京市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 天津鑫铭耐磨材料 |
| 价格 | 8-10 |
| 是否定制 | 可以 |
| 是否切割 | 可以 |
| 运输 | 汽运,含运费 |
| 颜色 | 黑色 |
| 硬度 | 60-62HRC |
| 尺寸 | 1400*3400 |
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
| 范围 | 钢板-喷漆无缝管供应范围覆盖北京市 东城区、西城区、丰台区、石景山区、海淀区、门头沟区、房山区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区等区域。 |




鑫铭万通商贸(北京市分公司)专业从事 喷漆无缝管为主导的企业。公司整合国内、外先进技术,结合市场实际情况,做到技术不断、产品不断更新,成功研发出 喷漆无缝管系列产品。公司实力雄厚,不仅拥有一支年轻并高素质的研发团队——学习与创新、挑战与突破、全力开拓创造z u i优质的产品是我们坚持不懈的使命;而且拥有一支专业及有着资深市场背景的精英管理团队——凭借多年的品牌运营及管理经验我们只进不退,自信地走在行业的尖端,公司秉承“遵诚守信”的经营理念在发展中逐步壮大,公司也一如既往的坚持“只有客户的满意,才有我们的成功”的方针,以帮助客户获取经济效益和社会效益为已任,旨在通过公司科学、专业、真诚的服务来建立客户与市场的z u i佳沟通渠道,把客户有限的资金进行z u i经济的策划和设计,让客户以z u i低的投资成本,达到z u i佳收益的目的。


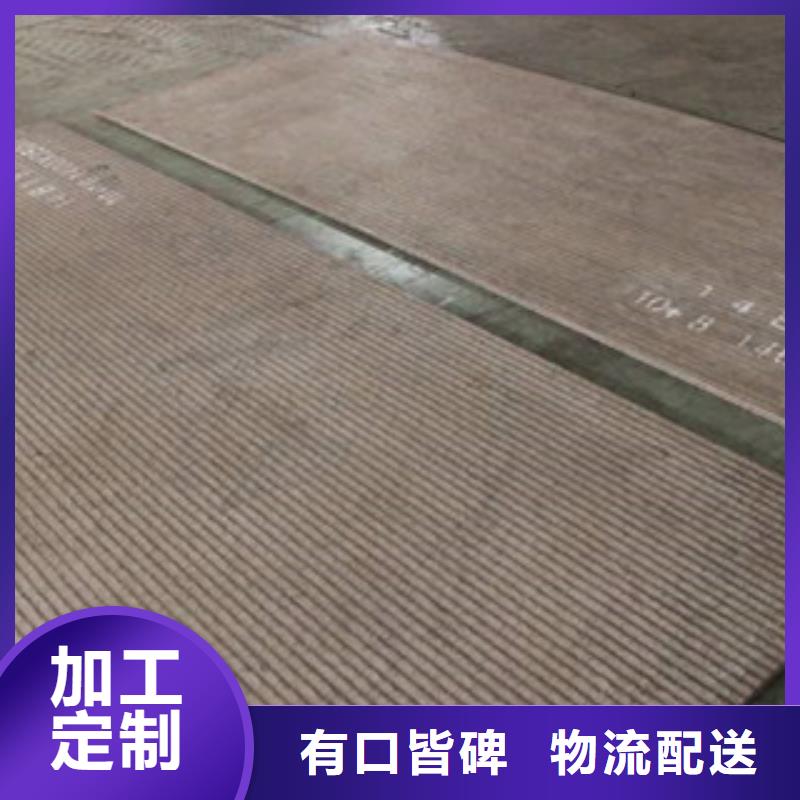
为了保证高硬度双金属复合耐磨钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。高硬度双金属复合耐磨钢板焊接时,应注意以下几点:
(1)严格按照图样、焊接工艺和有关标准施焊。
(2)遵循先焊接基层,再焊接过渡层, 焊接复层的焊接顺序。
(3)基层的焊接,应严防基层焊缝熔化到不锈钢的过渡层甚至复层焊缝,以免少量高铬、高镍的高硬度双金属复合耐磨钢板成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化。在不锈钢一侧的基层焊缝尽量采用无飞溅的焊接方法(例如埋弧焊、非熔化极氩弧焊等),因为碳素钢的飞溅会在复层表面造成锈蚀。



③ 焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。
④ Ni3.5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。
⑤ Ni3.5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行应力热处理。
⑥ 减少应力集中。防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不得不采用残留衬环进行单面焊时,应特别注意衬环的装配质量,并在装到内壁上后,将衬环本身的对接焊缝全焊透;去除装配用定位铁和楔子后,留在焊件上的焊疤必须进行焊补并打磨光滑,还要进行MT检查,确认没有表面裂纹。返修焊补工艺的制定及施焊应特别严格控制,尽量避免大面积的焊补。



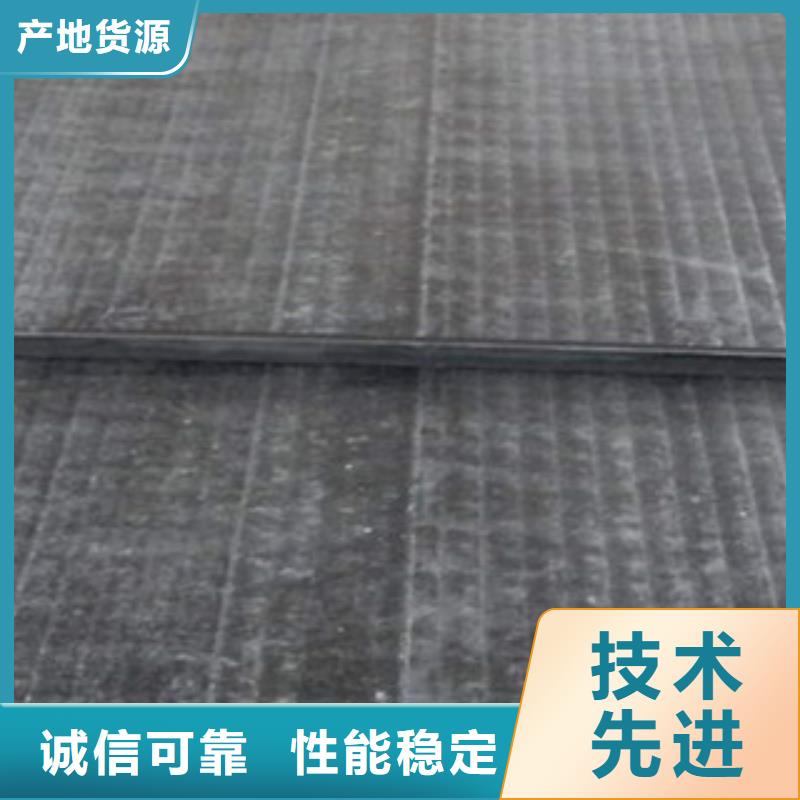
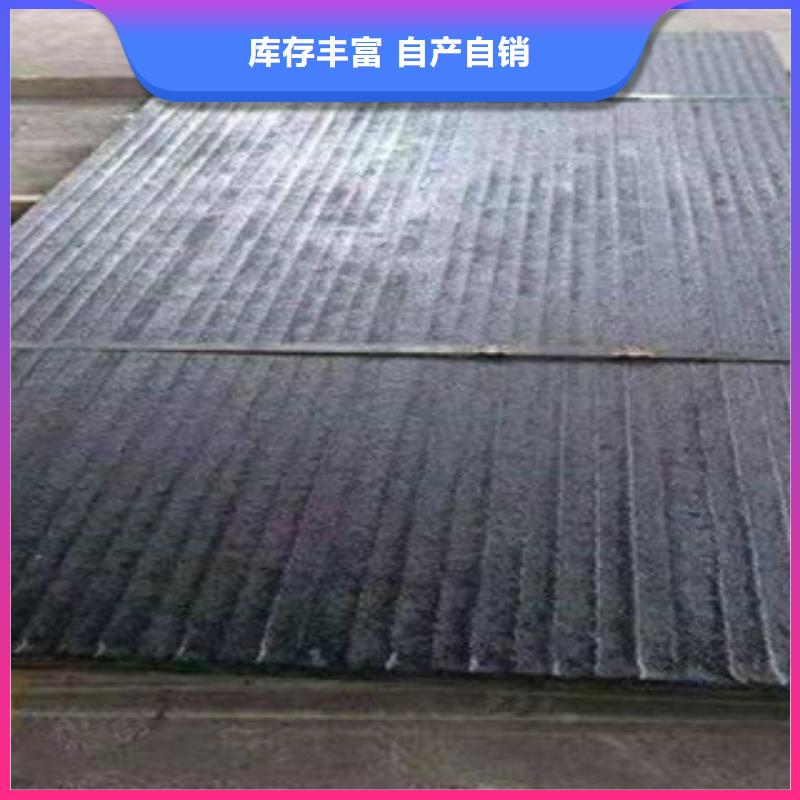
研究表明,堆焊层的裂纹数量越多,越细小,分布越广 ,则堆焊复合耐磨板焊接应力释放的越彻底,母板焊后变形越小,应用中越。
另外,堆焊复合耐磨板若表面没有裂纹或很少的裂纹,则视为不合格产品,这是因为堆焊层表面硬度和耐磨性没有达到技术要求。
但是我公司为了迎合市场需要,生产了高铬合金板与普通基板复合而成的堆焊复合耐磨板,其表面没有裂纹是因为生产工艺不同。天津鑫铭万通焊割机械有限公司高品质零配件,我们追求每一局部、细节的,只有高品质,才能铸就高性能整机。我们相,表里如一才是好的产品。