




更新时间:2026-06-30 20:36:53 ip归属地:孝感,天气:小雨,温度:23-28 浏览次数:89 公司名称: 上沅工程技术(孝感市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 上沅工程技术有限公司 |
| 规格 | 规格齐全 |
| 颜色 | 黑色 |
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |
| 范围 | 橡胶止水带桁架支座供应范围覆盖湖北省、武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 孝南区、孝昌县、大悟县、云梦县、应城市、安陆市、汉川市等区域。 |


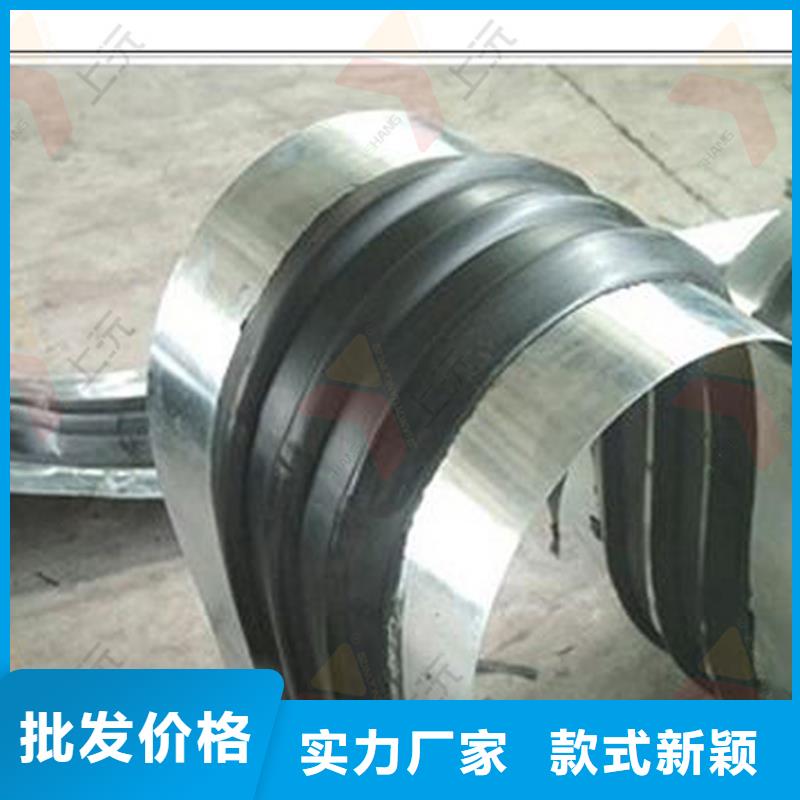


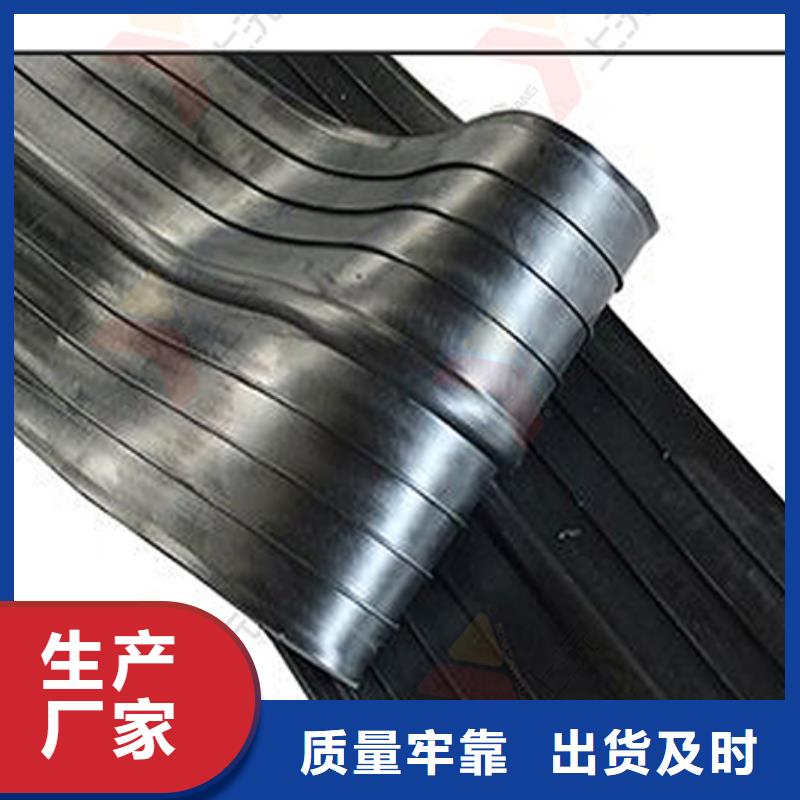





在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。



厂家直营大型工厂甄选橡胶支座原材料无中间商

规格多样多种橡胶支座规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制橡胶支座

贴心售后橡胶支座发货迅速多年行业经验值得信赖
