




简约而不简单,我们的生产线-注浆机厂家信誉有保证产品视频将用直观的方式展示产品的核心价值。
以下是:天津和平生产线-注浆机厂家信誉有保证的图文介绍

建贸机械钢筋切断加工设备(天津市和平区分公司)现在将以客户为关注焦点,坚持“以可持续发展为导向,创新求实;以满足 镦粗机生产厂家、钢筋锯切套丝打磨一体机客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。 经营理念:以人为本,开拓创新,持续改进,追求卓越。 质量方针:弘扬品质精神,构建完善的 镦粗机生产厂家、钢筋锯切套丝打磨一体机质量管理体系,把品质战略贯穿于公司工作的各个细节中。


加工钢筋尺寸:16—32mm
外形尺寸:长1100宽840高1350MM
适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。
二、数控钢筋平头机钢筋端面削平机主要结构特点
外形尺寸:长1100宽840高1350MM
适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。
二、数控钢筋平头机钢筋端面削平机主要结构特点



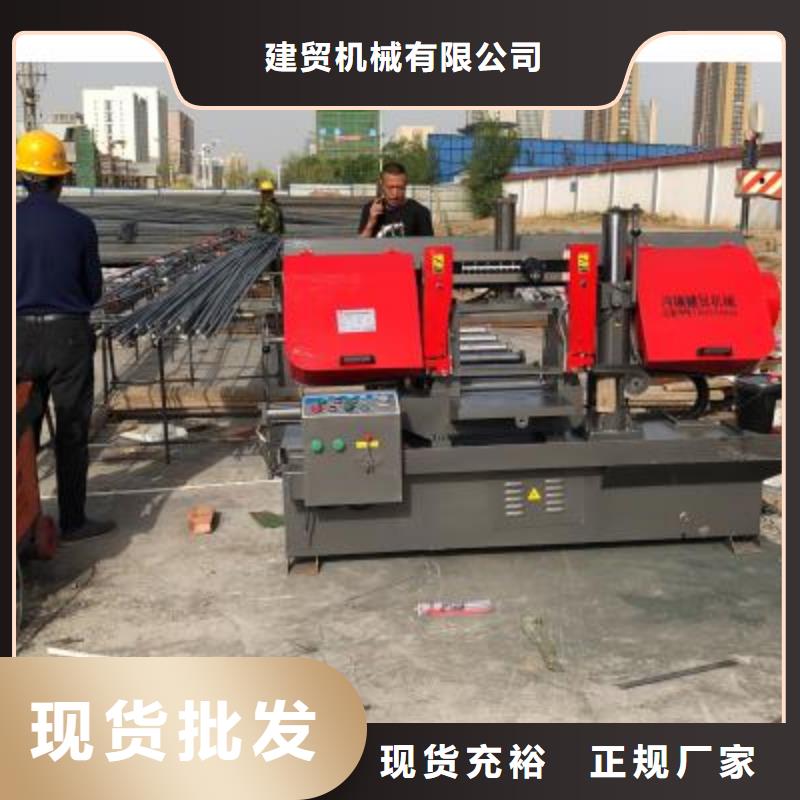
锯床带锯条切偏切斜的原因:
首先:带锯条的张紧力不够。这点容易处理,就是挑选数控锯床的时候,要挑选带有张紧绷簧维护的张紧组织,这么要比一般直接硬上的要强许多。一起切成捆锯切时,也要留意张紧力度的挑选。 其次:合金块是不是磨损。合金片?简单说就是带锯床上两个支臂下夹锯条的铁块,两头各有两块,用来夹持锯条用的,主要意图是确保锯条在同一水平线上,以确保锯切的精度。
合金块也算属于消耗品,仅仅相对经用一些罢了,但也有必要定时查看。
:调整支臂间的距离。这是个细节问题,比方你买了个直径130的锯床,正本用来是切开相对大料的,可究竟也有小料嘛,比方80的料,这个时分,疑问就呈现了,你会发现因未及时调整,致使大锯床切开小料的现状。这就致使因距离过长,拉力上就不会均匀,虽然带锯床合金片有起到坚持精度的意图,但因带锯床支臂距离过大,抵消了其效果,这么不小心就呈现了切偏的问题了。


打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整

