


联系我们1

当前位置:
武汉 华宇诚数控科技(温州市鹿城区分公司) >鹿城当地频道中心
激光切割机6000w光纤激光切割机多少钱严选用料
更新时间:2026-07-02 16:23:39 ip归属地:温州,天气:小雨转多云,温度:26-33 浏览次数:57 公司名称:武汉 华宇诚数控科技(温州市鹿城区分公司)
以下是:温州市鹿城区激光切割机6000w光纤激光切割机多少钱严选用料的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪/台 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 范围 | 激光切割机6000w光纤激光切割机多少钱供应范围覆盖浙江省、温州市、鹿城区、龙湾区、瓯海区、洞头区、永嘉县、平阳县、苍南县、文成县、泰顺县、瑞安市、乐清市等区域。 |
以下是:温州市鹿城区激光切割机6000w光纤激光切割机多少钱严选用料的图文视频


【华宇诚】为客户提供多样化产品,包括平阳金属激光光纤切割机、苍南1500w光纤激光切割机等,适配多元场景需求。激光切割机6000w光纤激光切割机多少钱严选用料,华宇诚数控科技(温州市鹿城区分公司)为您提供激光切割机6000w光纤激光切割机多少钱严选用料,联系人:,电话:【18762195566】、【18762195566】。 浙江省,温州市,鹿城区 2022年,鹿城区实现地区生产总值1307.71亿元,同比增长2.0%,人均生产总值达109845元,增长1.4%。
想了解激光切割机6000w光纤激光切割机多少钱严选用料产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:温州鹿城激光切割机6000w光纤激光切割机多少钱严选用料的图文介绍

数控激光切割机的几种加工管材方法 常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床.
筛管割缝激光加工机床与常规板材数控激光切割机床相比的不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形,通常需要用数控激光加工机床来进行加工的。
管材的布缝规律是:在轴向,各割缝以一定轴向距均布在筛管同一母线上,形成一列缝,整根筛管均布着几十列割缝。
1.将管体装在支架上,一端由旋转定中器支撑,另一端由数控旋转头夹紧,保证管轴和机床x轴平行;
2.调整激光切割头,使切割头光轴位于过管轴的垂直面内,并使切割头气体喷嘴位于管体点处;
3.在机床Z向移动切割头,使焦点位于穿孔位置上,并调整切割头喷嘴与筛管表面的距离到预设值:
4.将筛管逆时针旋转a角a等于梯形缝锥度的I/2),使缝隙的一个梯形面处于竖直位置,切割头向左平移δ=(D/2)Sina-△(D为筛管外径,△是一个工艺调整值,与筛管壁厚、激光输出功率等有关),保证切割头上喷嘴到筛管表面距离保持不变:
5.利用脉冲光在割缝端点打孔将筛管穿透,然后,激光由脉冲变为连续,焦点变化到切割位置,切割头沿筛管轴线方向切割,加工出梯形缝的一个梯形面:
6.切割到设计缝长后。套管顺时针旋转2a角.切割头向左平移2δ,然后沿回程切割出另一个梯形面,加工完成一条完整的梯形缝:7)按照同样的操作,周向复始,便可完成整根筛管的加工。
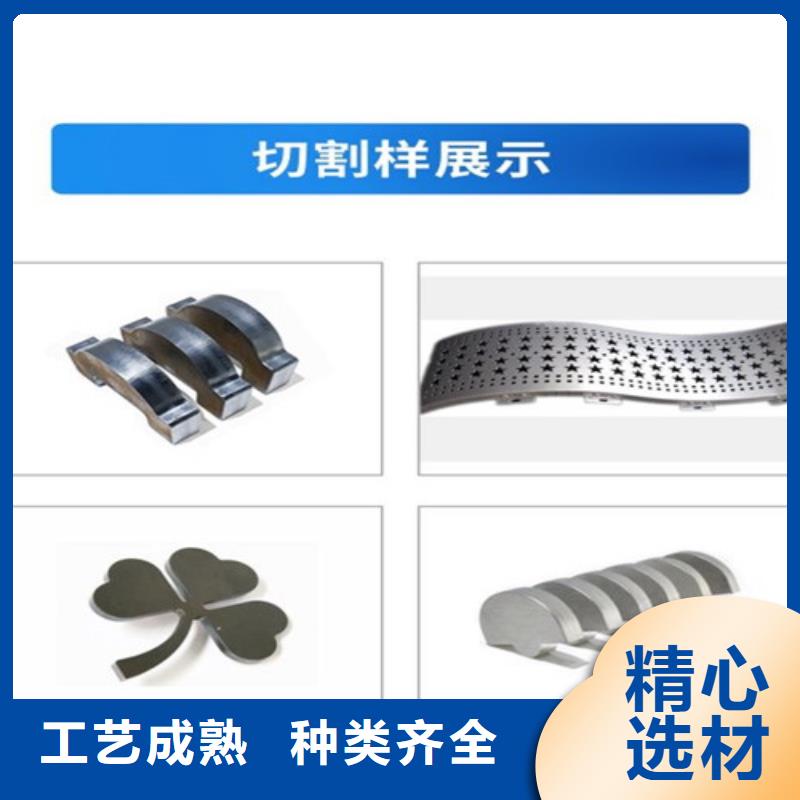
管材激光切割采用以上介绍可以解决宽缝等多种技术难题,与传统机械加工相比具有加工效率高、加工精度高、加工范围广等优点。


金属激光切割机设备的价格参差不齐的原因是什么 很多企业在生产过程中对金属激光切割机的需求都是非常大的,但是在购买合适的金属金光切割机时却发现其价格却又参差不齐,不同生产厂家的金属激光切割机价格都不同。那么造成这种价格不同的原因究竟是什么呢?接下来我们就为大家来分析一下。
金属激光切割机设备市场现在可以说是接近饱和状态了,各种规模的激光切割机厂家层出不穷,武汉、深圳地区更是随处可见。不同的厂家生对设备的制造工业也不一样,这也就导致了金属激光切割机的价格浮动较大。
厂家的规模不同。这个也不用多解释了,想必大家都明白,因为规模大的厂家都比较注重品牌效果。像武汉梅曼科技有限公司就是如此,他们的设备质量有保障,售后服务响应快。
其次,是设备的制造工艺。这个原因也非常的明显,很多厂家采用劣质的配件进行组装、生产,虽然降低了设备的生产成本,降低了产品的价格,但是机器的质量的却不敢恭维,切割出来的工件达不到预期的效果。
当然,我们也不能以偏概全,有些企业虽然规模不大,但是非常注重设备的质量和厂家的信誉。由于品牌不是很大,暂时没有竞争力,所以只好调低价格。这就需要金属加工企业擦亮双眼,仔细分辨了。



切割技术不断改进,而光纤激光切割成为目前本行业前进的技术之一。光纤激光切割技术仅在近3到5年内出现。虽然很多公司刚开始了解此技术,但也开始意识到光纤激光切割和较普通的二氧化碳激光切割之间的差异。
热能切割方法主要包括火焰、等离子和激光切割技术,其中激光切割可实现更好的切割质量,尤其是对于直径和厚度比小于1:1的精细特征和孔切割。这样一来,激光切割技术成为本行业中 适合要求严格精细切割的方法。
而在激光切割的范畴中,光纤激光切割获得很多的关注,因为它既提供了二氧化碳激光切割可实现的速度和切割质量,而且维护和操作成本显著降低。所以这使得光纤激光切割前景良好,许多专家相信它会很快代替其他的激光切割系统。
光纤切割的主要优势
二氧化碳激光切割技术中,二氧化碳气体是产生激光光束的介质。然而,光纤激光是通过二极管和光纤电缆进行传输工作的。光纤激光系统通过多个二极管泵浦产生激光束,然后通过挠性光纤电缆传输至激光切割头,而非通过反射镜传输光束。这样有很多优势,首先是切割床尺寸。气体激光技术中反射镜必须设定在一定的距离内,和其不同,光纤激光技术无范围限制。而且甚至可以将光纤激光安装在等离子切割床的等离子切割头旁边,二氧化碳激光切割技术无此可选件。同样,在和同等功率的气体切割系统比较时,由于光纤弯曲的能力使得该系统显得更加紧凑。
光纤切割技术重要且有意义的优势应该就是其能效性。凭借光纤激光完整的固态数字模块、单一设计,光纤激光切割系统拥有高于二氧化碳激光切割的电光转换效率。对于二氧化碳切割系统的各个电源单元来说,实际一般利用率约为8%至10%。而对于光纤激光切割系统来说,用户可以期望更高的电源效率,大约在25%至30%间。换句话说,光纤切割系统整体消耗的能源比二氧化碳切割系统少约3至5倍,使得能效提高至大于86%。
光纤激光具有短波长的特性,从而提高切割材料对光束的吸收性,而且使得能够切割如黄铜和铜以及非导电性材料。更加集中的光束产生较小的焦点和较深的焦深,这样光纤激光可以快速切割较薄材料以及更加有效地切割中等厚度材料。切割厚至6mm的材料时,1.5kW光纤激光切割系统的切割速度相当于3kW二氧化碳激光切割系统的切割速度。因为光纤切割的运行成本低于普通二氧化碳切割系统的成本,所以这可以理解为输出量提高而商业成本降低。
同样存在维护的问题。二氧化碳气体激光系统需要定期维护;反射镜需要维护和校准,谐振腔需要定期维护。另一方面,光纤激光切割解决方案几乎不需要任何维护。二氧化碳激光切割系统需要二氧化碳作为激 体,由于二氧化碳气体的纯度问题,谐振腔内会污染,需要定期清理。对于一个数千瓦级二氧化碳系统来说,此项每年至少花费2万美元。另外,许多二氧化碳切割需要高速轴流涡轮机输送激 体,而涡轮机的需要维护和翻修。 ,和二氧化碳切割系统相比,光纤切割解决方案更加紧凑,并且对地球的影响小,所以需要更少冷却,而且能源消耗明显降低。
较少的维护和较高能效相结合使得光纤激光切割和二氧化碳激光切割系统相比,排放较少的二氧化碳,而且更加环保。采用光纤激光切割的注意事项
采用光纤激光切割时需考虑的几点重要事项。首先是护眼。光纤激光系统发出的光波长对眼睛有害,所以必须采取护眼措施。由于该技术出现仅不到5年时间,所以强烈建议进行有关适当的系统操作和的综合培训。很多操作工都没有使用光纤激光切割的切割经验,所以应通过对操作光纤切割系统进行好的初始培训来弥补缺乏的经验。
另一项需要注意的是要切割的材料。虽然光纤激光切割机擅长切割大部分材料,但是其不能用于切割丙烯酸类或聚碳酸酯类材料,而且仅能切割有限应用领域中的木质或纤维材料。同时,对于确定何时使用光纤激光切割来说,要切割材料的厚度是一项很重要的因素。较厚的材料需要更大的功率切割,而这些情况下,激光切割可能并非是很好的选择。此时可以正好利用将光纤激光安装在等离子切割头旁边的功能。在快速、便捷切换至等离子切割前,操作工可以使用光纤激光切割要求公差小的较薄材料。甚至可以使用2种不同的切割方法切割同一零件。例如,操作工可以选择使用等离子切割零件的外部,然后使用光纤激光切割内部形状。
, 将评定综合激光切割设置需要的零部件以及如何购入各零件也考虑进去。装备有激光电源、气体操作台、激光切割头以及高度控制器、数控(CNC)和切割控制程序的系统将实现一体化解决方案宝贵的效益。凭借综合解决方案,购买和集成光纤激光系统的过程变得不那么复杂。考虑筛选出已事先确定切割参数,优化专用于切割的系统,从而在接通电源后立即开始切割。


光纤激光切割机能够切割金属材料,是因为激光的波长能够被这些材料所吸收,但是针对不同的材料,对波长的吸收率也不同,所以在切割不同的金属材料的时候一定要注意,根据不同的材料选择不同的切割参数以及辅助气体是很重要的,下面华宇诚激光就来给大家介绍一下。
钢架
这种材料用氧气切割会得到更好的效果。当氧气被用作加工气体时,切削刃将被轻微氧化。金属激光切割机可以使用氮气作为高压切割4毫米厚板材的处理气体。在这种情况下,切削刃不会被氧化。对于厚度大于10毫米的板材,使用钢板激光切割机的激光专用板材,在加工过程中对工件表面涂油,可以获得良好的效果。
不锈钢
切割不锈钢需要使用氧气,在边缘氧化不重要的情况下;氮气用于获得没有氧化和毛刺的边缘,不需要进一步处理。在板材表面涂上油膜可以获得更好的打孔效果,而不会降低加工质量。
铝
尽管反射率和导热性很高,但厚度小于6mm的铝也可以切割,这取决于合金类型和激光能力。用氧气切割时,切割表面粗糙而坚硬。当使用氮气时,切割表面是光滑的。纯铝由于纯度高,很难切割,只有在光纤激光切割机系统上安装“反射吸收”装置,才能切割铝。否则,反射会破坏光学元件。
钛
钛板用氩气和氮气作为工艺气体切割。其他参数可以指镍铬钢。
铜和黄铜
这两种材料都具有高反射率和非常好的导热性。厚度小于1毫米的黄铜可用氮气切割。厚度小于2mm的铜可以切割,处理气体必须是氧气。只有在系统上安装了“反射吸收”装置时,才能切割铜和黄铜。否则,反射会破坏光学元件。
合成材料
切割合成材料时,请记住切割的危险和可能排放的有害物质。可加工的合成材料包括热塑性塑料、热固性材料和人造橡胶。
有机物
所有有机物切割都有着火的危险(氮气可以用作工艺气体,或者压缩空气可以用作工艺气体)。木头、皮革、纸板和纸可以用激光切割,切割边缘会烧焦(棕色)。
激光设备的使用逐渐流行起来。包装激光打码机、皮革激光打标机、橡胶板激光雕刻机、金属激光打标机等早已成为人们生活的一部分。使用激光切割机时,有必要确定切割特性和要求,以便实现更好的加工。


华宇诚数控科技(温州市鹿城区分公司)成立多年,公司聚集了一批行业人才公司有能力,有信心为广大客户提供合格的 光纤激光切割机床服务。


在温州市鹿城区采购激光切割机6000w光纤激光切割机多少钱严选用料请认准华宇诚数控科技(温州市鹿城区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:-【18762195566】)。