以下是:牡丹江市阳明区绗磨管45#活塞杆48小时发货的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 0.1吨 |
|---|
| 质量等级 | |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 范围 | 绗磨管45#活塞杆供应范围覆盖黑龙江省、牡丹江市、阳明区、爱民区、东宁市、林口县、绥芬河市、海林市、宁安市、穆棱市等区域。 |
|---|
以下是:牡丹江市阳明区绗磨管45#活塞杆48小时发货的图文视频
【九冶】业务覆盖多领域场景,主营
绥芬河20号镀铬空心轴、
海林45号调质活塞杆、
东宁27SiMn调质珩磨管、
爱民45号镀铬管等产品服务。
绗磨管45#活塞杆48小时发货,
九冶管业(牡丹江市阳明区分公司)为您提供
绗磨管45#活塞杆48小时发货的资讯,联系人:
高经理,电话:
【13963015351】、【13963015351】。 黑龙江省,牡丹江市,阳明区 2020年,阳明区实现地区生产总值实现46.4亿元,同比下降3.5%。其中产业实现8.6亿元,同比增长1.1%;第二产业实现13.6亿元,同比增长6%;第三产业实现24.1亿元,同比下降9.8%。三次产业比重为18.6:29.4:52。
无论您是初次接触还是已经熟悉,我们的绗磨管45#活塞杆48小时发货产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:牡丹江阳明绗磨管45#活塞杆48小时发货的图文介绍


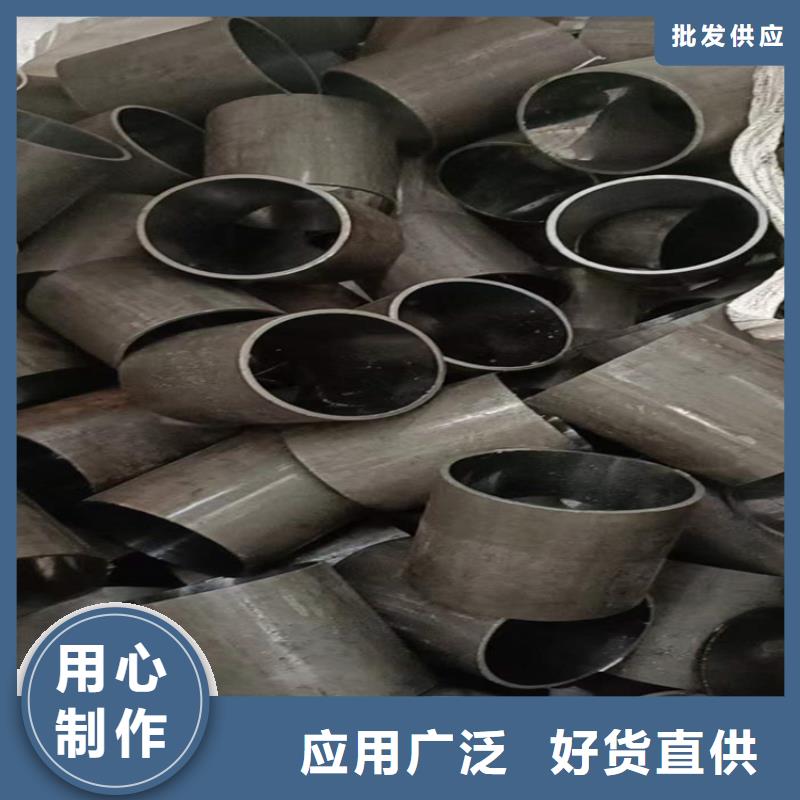
对于45#绗磨管比较高压的区域来说的话,是使用上会更加的适用,在工作过程中是属于低噪音,这也是油缸筒精密制造后的特点之一,还能有效的降低油缸筒在动力上出现的损失,如果是环境比较恶劣的情况下,精密制造后的油缸筒也可以正常工作。我厂是一家专业生产绗磨管的企业,有气动缸筒系列,液压绗磨管系列,高精度冷拔钢管等绗磨管产品高精度冷拔精密钢管是一种新型高技术节能产品。近年来,采用本项技术生产的精密钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精密钢管的应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。



对于高精密珩磨管的生产工艺你又有多少了解高精密绗磨管正常的工作压为:0――12000PSI为了施工者的严禁超过此范围,而且必须头戴安面具、全帽,以及工作服以防万一,因为每一种产品没有 性的,它牵涉到操作人员的技术、使用时间、产品的寿命,及机器的稳定性。一条高精密珩磨管虽然没破并不代表它是好的,用久了,时间放长了,会老化,耐压性就会降低,当然性就降低了,那就该换新的。高精密珩磨管的主要生产程:管坯及坯加热、管坯的穿孔、钢管的延伸。高精密珩磨管的轧制、钢管定径、钢管减径、钢管的冷却和精整或者可以说是钢胚的加热穿孔热扎酸洗冷拔碳烧切头喷标包装成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。


九冶管业(牡丹江市阳明区分公司)坐落于开发区工业园,欢迎惠顾,是牡丹江阳明重点培育支持的电子商务企业和生产制造企业。 公司主要经营的各种 16Mn厚壁珩磨管。根据 16Mn厚壁珩磨管市场经济发展的需要,公司先后与全国120多家大型生产 16Mn厚壁珩磨管产品的厂家建立了密切的合作联营关系,为开发新 16Mn厚壁珩磨管产品奠定了坚定的基础。 公司全体员工秉承信誉是生命、质量求生存、客户是衣食父母的原则,为国内外新老客户做出新的贡献而努力。



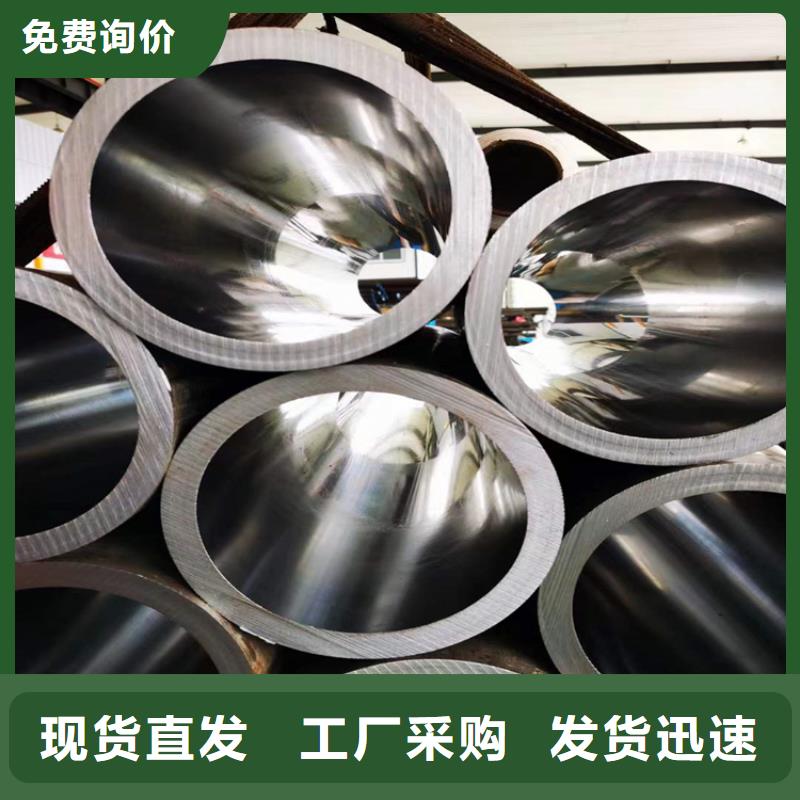
应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。厚壁绗磨管精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。


小口径绗磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×负偏差=(D 小-D 公)/D 公×外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×负偏差(-△S)= 壁厚公差范围=正偏差+负偏差



绗磨管45#活塞杆48小时发货,九冶管业(牡丹江市阳明区分公司)为您提供绗磨管45#活塞杆48小时发货产品案例,联系人:高经理,电话:【13963015351】、【13963015351】。