
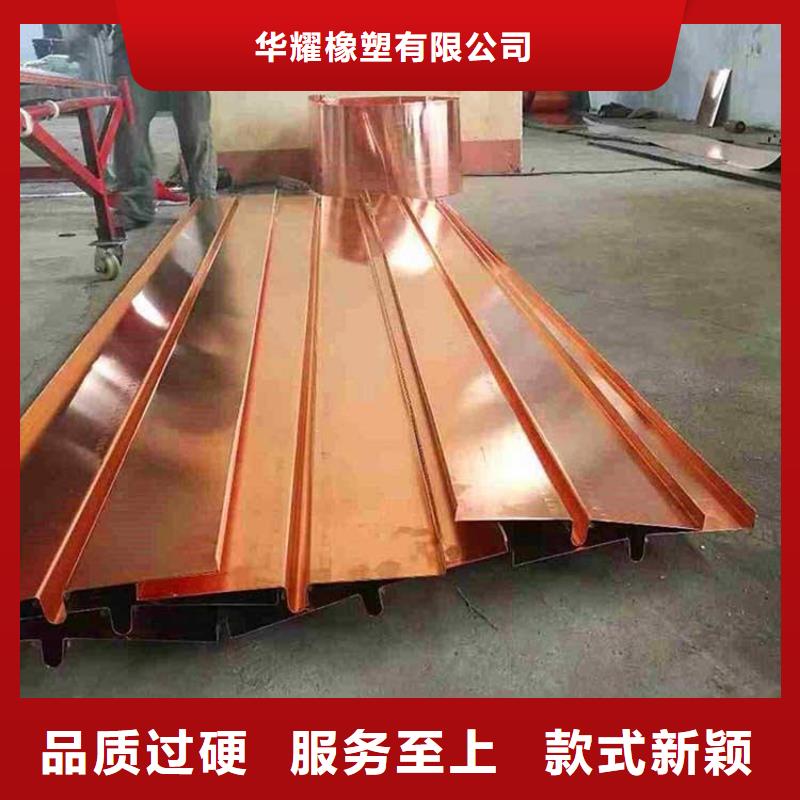

以下是广硕紫铜止水,广硕紫铜止水生产品牌的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:忻州繁峙广硕紫铜止水,广硕紫铜止水生产品牌的图文介绍

持续完善,不断创新,喜有沃不锈钢将继续发展 中埋式橡胶止水带产品和服务优势,提高企业市场竞争力,增强客户对企业和产品的信心.实现让中国的 中埋式橡胶止水带名扬世界的目标.


为了满足这一要求钎料的要求是要有合适的熔化温度,钎料要能在物理性质上和化学作用能与母用材料形成牢固无缝隙的结合,在选择钎料的时候不要使用稀有的金属,因为稀有金属的化学性质非常的,不利用钎焊。也不要使用贵重金属,因为价格高不经济。
镀铜扁钢跟其他的水平接地导体相比,有着的优势:价格便宜。虽然镀铜扁钢的单价要比镀锌钢的单价高,但是它的电流传导能力和使用年限要比镀锌钢强。因为镀铜扁钢的电流传导能力要比镀锌钢高,在同一个接地项目中要达到同样的的能力和接地电阻,镀铜扁钢的使用量要比镀锌钢少。
综合比较在同一个接地项目镀铜扁钢造价与钢材接地系统造价相当。再从长期比较,使用镀铜扁钢接地系统的年限长达40年,而使用镀锌钢的接地系统长使用年限只有15年。使用镀锌钢的接地系统每隔几年就要开挖和改造。接地系统改造比新建一个接地更费钱和耗时。
镀铜扁钢跟其他的水平接地导体相比,有着的优势:价格便宜。虽然镀铜扁钢的单价要比镀锌钢的单价高,但是它的电流传导能力和使用年限要比镀锌钢强。因为镀铜扁钢的电流传导能力要比镀锌钢高,在同一个接地项目中要达到同样的的能力和接地电阻,镀铜扁钢的使用量要比镀锌钢少。
综合比较在同一个接地项目镀铜扁钢造价与钢材接地系统造价相当。再从长期比较,使用镀铜扁钢接地系统的年限长达40年,而使用镀锌钢的接地系统长使用年限只有15年。使用镀锌钢的接地系统每隔几年就要开挖和改造。接地系统改造比新建一个接地更费钱和耗时。



对接接头板厚小于3毫米时,不开坡口;板厚为3~10毫米时,开V型坡口,坡口角度为60~70;板厚大于10毫米时,开X型坡口,坡口角度为60~70;为避免未焊透,一般不留钝边。根据板厚和坡口尺寸,对接接头的装配间隙在0.5~1.5毫米范围内选取。
紫铜手工氩弧焊,通常是采用直流正接,即钨极接负极。为了气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量,并预热焊件。板厚小于3毫米时,预热温度为150~300℃;板厚大于3毫米时,预热温度为350~500℃。
10月份国内无缝管市场虽有小涨,但整体包塑紫铜管市场多数时候保持平盘为主旋律,山东地区尤其临沂管厂失去了紧随管坯价格荡漾的振波,上游管坯拉涨,管厂平淡观望,管坯下降管厂则有跟降,整个管厂显得真闷不已。因上合组织于6月9-10日在青岛召开,山东钢厂限产消息不断,但具体实施距离较近炼钢厂影响不大。
而临沂地区钢厂焦化企业限产11日,有所限产,而管厂则影响较大,自5月底本地管厂就从罗庄区到经济区和临沭县管厂均停产8-12日,影响产量10万吨左右,本地管厂库存下降,常用规格紧俏,但管厂亦仅仅趁机上调50元。
紫铜手工氩弧焊,通常是采用直流正接,即钨极接负极。为了气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量,并预热焊件。板厚小于3毫米时,预热温度为150~300℃;板厚大于3毫米时,预热温度为350~500℃。
10月份国内无缝管市场虽有小涨,但整体包塑紫铜管市场多数时候保持平盘为主旋律,山东地区尤其临沂管厂失去了紧随管坯价格荡漾的振波,上游管坯拉涨,管厂平淡观望,管坯下降管厂则有跟降,整个管厂显得真闷不已。因上合组织于6月9-10日在青岛召开,山东钢厂限产消息不断,但具体实施距离较近炼钢厂影响不大。
而临沂地区钢厂焦化企业限产11日,有所限产,而管厂则影响较大,自5月底本地管厂就从罗庄区到经济区和临沭县管厂均停产8-12日,影响产量10万吨左右,本地管厂库存下降,常用规格紧俏,但管厂亦仅仅趁机上调50元。


想要保证涂装能够顺利进行,不仅要根据涂装产品的膜厚,还要根据不同的铝板体系,将涂装设定在一定的粘度范围内,才可以产品质量。是国内成立较早的铝板厂家,主营:高精超平铝板,氧化铝板、6061铝板、5083铝板、6082铝板等各牌 铝板。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
