


融拓金属材料(内蒙古分公司)座落于经济开发区东昌东路当代大厦。地理位置优越,交通便利。我厂拥有精湛的加工设备,生产条件,检测设备及良好的售后服务,建立并完善公司管理制度。本厂坚持质量保证、用户保证、信誉保证的原则。产品服务全国个城市,并为我国工程配套,得到了广大用户的好评。本公司具有雄厚的经济实力、科学的管理水平、先进的生产设备、精湛的技术队伍、完善的工艺装备、严格的检测手段、及良好的售后服务。 公司信奉“诚信保证、质量保证、顾客保证”的经营理念。 公司奉行“诚信、敬业、开拓、创新”的企业精神,恪守“客户的需求是我们不断的追求”的经营理念,并致力于市场新品的开发。展望未来,在新世纪的中国,我们将一如既往,坚持、专注、创造、以勤奋和热忱回报支持和信赖我们的广大用户。希望更多的业界精英与我们携手并进,精诚合作,共创新世纪业界辉煌.企业宗旨:质量是生命,信誉是灵魂。


冷作硬化是一种与过程方法加强精密无缝钢管、合金的重要手段(冷加工后,强度明显提高腐烂或合金后),然后是冷冲压工艺方法可能的前提下,有利于形成和不锈钢管的加工,合金金、不适合通过热处理强化。冷拔后,滚动和喷丸处理,可以显著提高表面强度精密无缝钢管材料,零件和部件;
该部分应力,往往超过材料屈服极限的局部应力的某些部分,塑性变形引起的,由于加工硬化限制继续塑性变形的发展,可以提高零部件的度;精密无缝钢管零件在冲压,塑性变形强化的陪同下,转移到周围的非硬化的部分的变形。通过这样反复交替过冷冲压变形得到均匀截面;
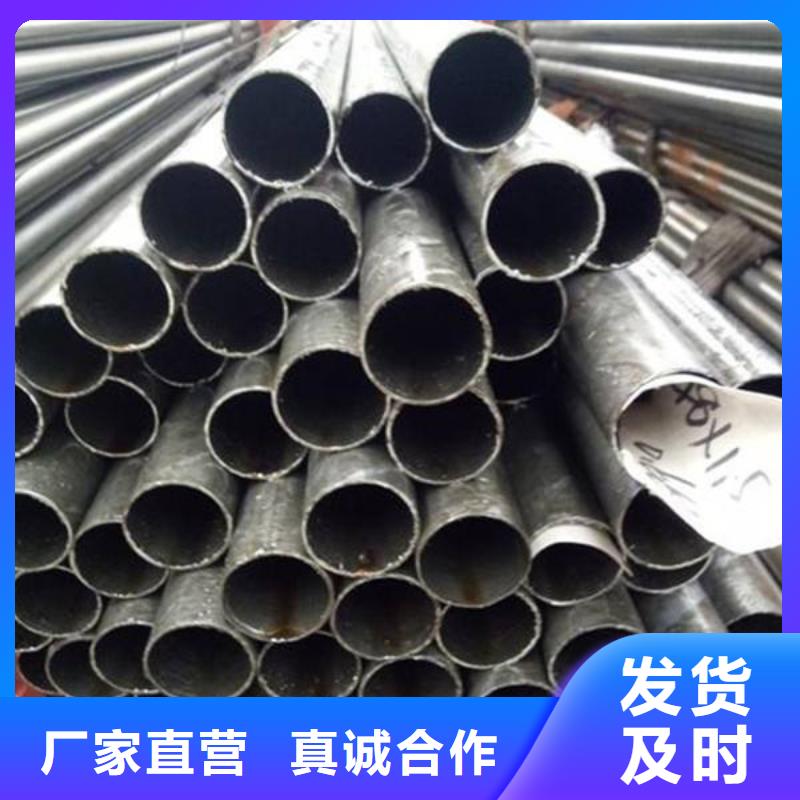
它可以提高低碳钢的切削性能,切削易分离。但工作的精密无缝钢管进一步加工困难的硬化。如冷拔钢丝,由于加工硬化进一步能耗高的画,甚至被破坏,因而必须通过中间退火加工硬化,然后绘制。当切削硬脆工件的表面层,和增加切割速度的切削力,刀具磨损等。冷轧精密无缝钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。



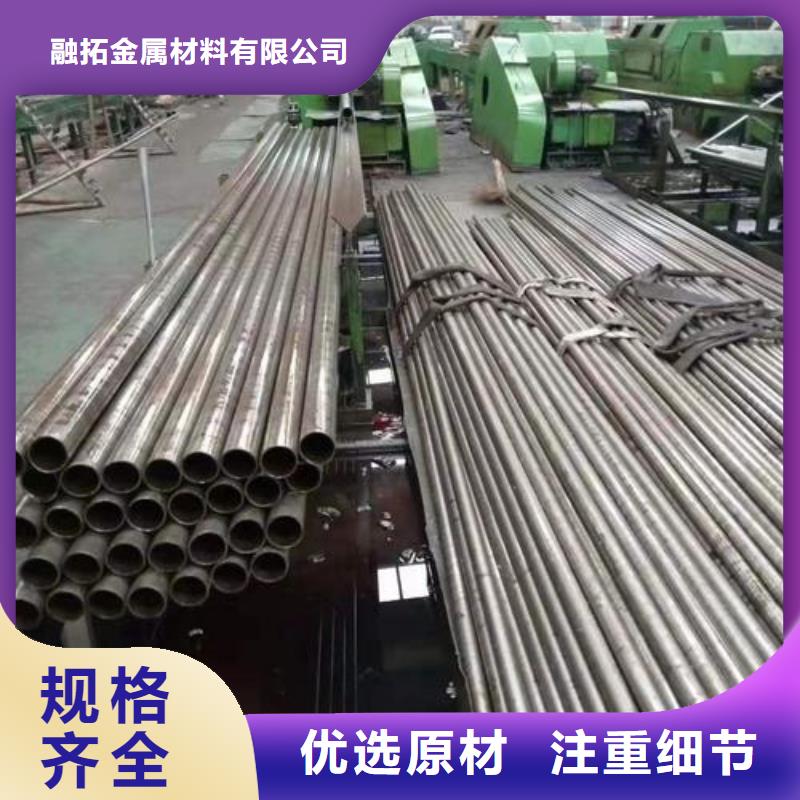
精轧管生产工艺特点:精轧管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
精密无缝钢管机的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。



现在的精轧管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精轧管护理的不必要开支。
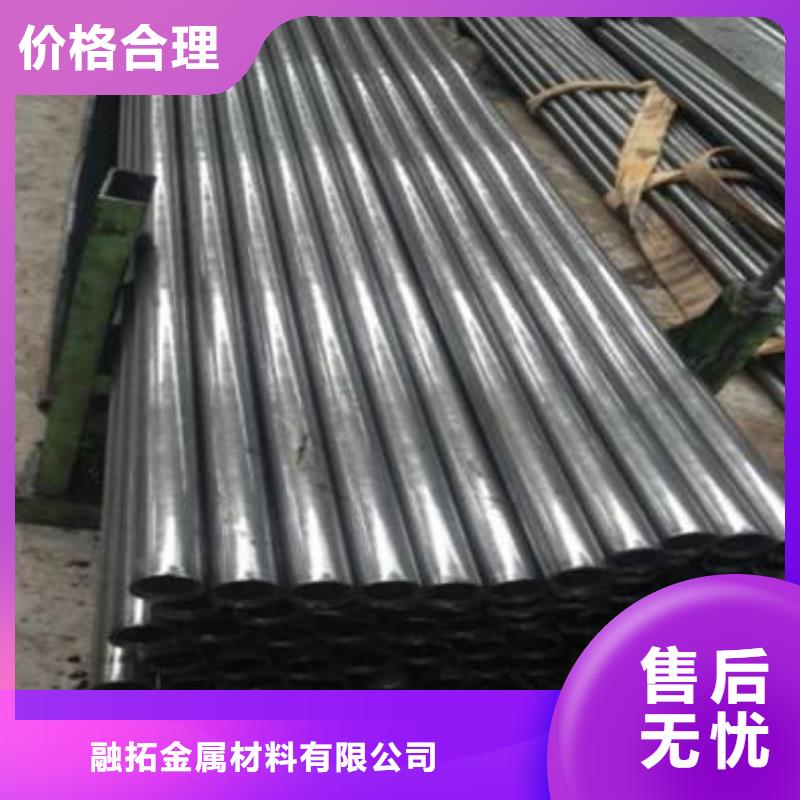
小孔直径长度决定了精轧管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到精轧管中的使用。而投入到机械中使用的精轧管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款精轧管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。



精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。