

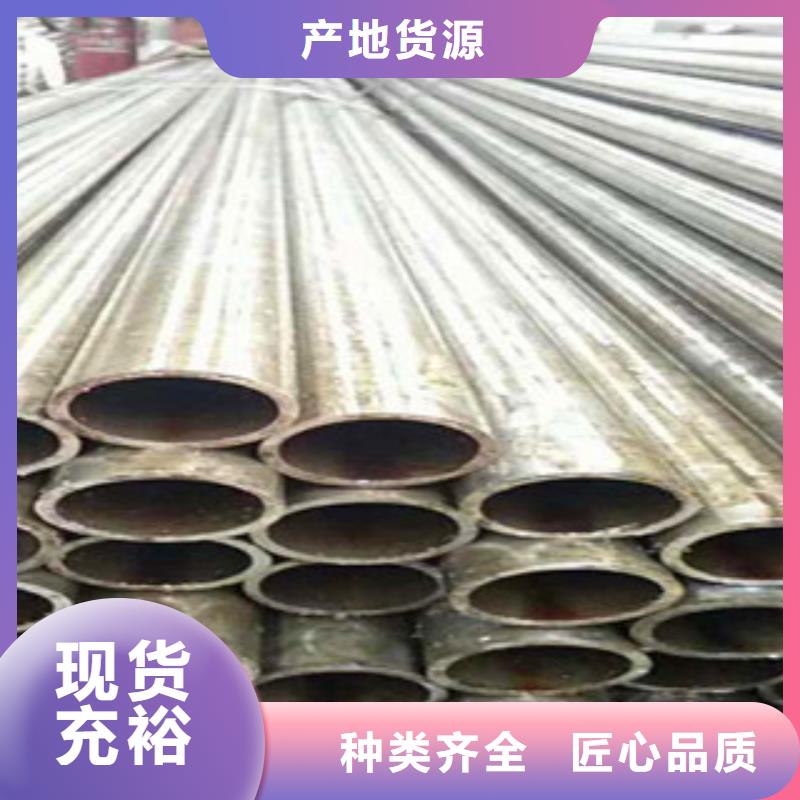


产品特点图

精密钢管密实性及表面粗糙度
密实性
根据需方要求,经供需双方协商,并在合同中注明,可对冷加工后应力退火(BKS)状态、退火(GBK)状态、正火(NBK)状态交货的精密钢管作密实性检验。密实性检验应按GB/T 7735 验收等级A的规定进行涡流探伤检验。
表面粗糙度
当需方对精密钢管表面有粗糙度要求时,应在合同中注明。表面粗糙度参数,按GB/T 1031 规定的轮廓算术平均偏差Ra测定,其表面粗糙度值和测定时的取样长度值,由供需双方协商。
Q/HYAD 101-91 化工用无缝长精密钢管(0Cr18NI11T)
Q/HYAD 103-91 00Cr18Ni5MO3Si2双相不锈钢无缝精密钢管

适用范围


龙丽金属材料(榆林市分公司)本着守信誉的原则,不断创新,不断完善自己,在与客户长期合作过程中谒诚为客户所想,为客户所需为宗旨!我们公司专业技术人员能快速解答各项技术咨询,应对每个客户的需求,为您选择合适的 精拉光亮管产品,为你节省不必要的浪费,提供合理,可靠的建议。对 精拉光亮管产品质量,供货周期等的承诺,提供具体货品方案,提供专业咨询服务,提供切实的解决方案。



为什么选择我们

生产精密钢管管料尺寸的选择
在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。
选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。
道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。
