



图文介绍虽好,但视频更能展现涂塑钢管热浸塑复合钢管品质服务产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
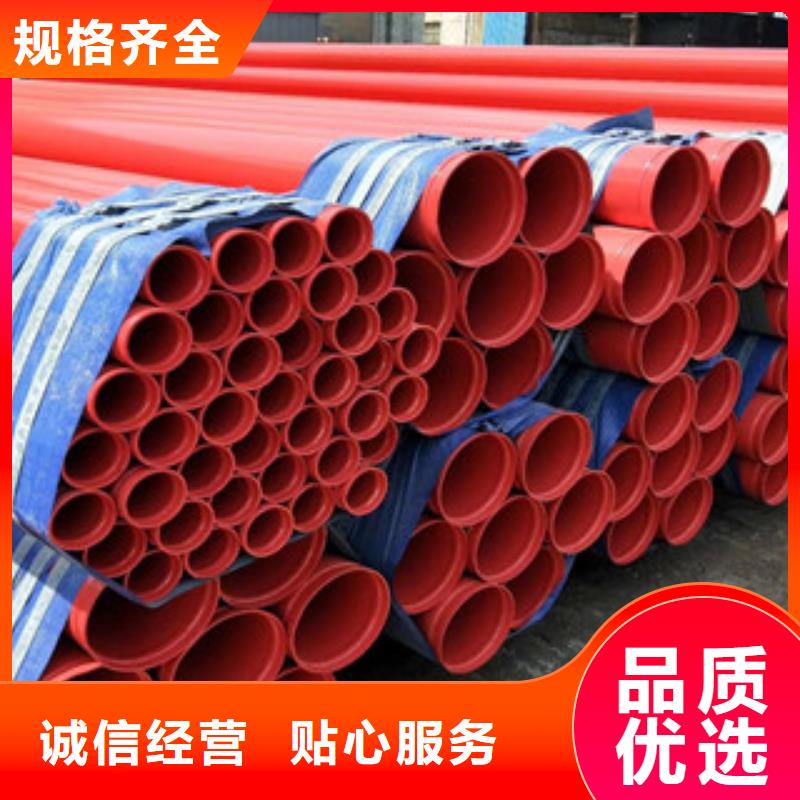
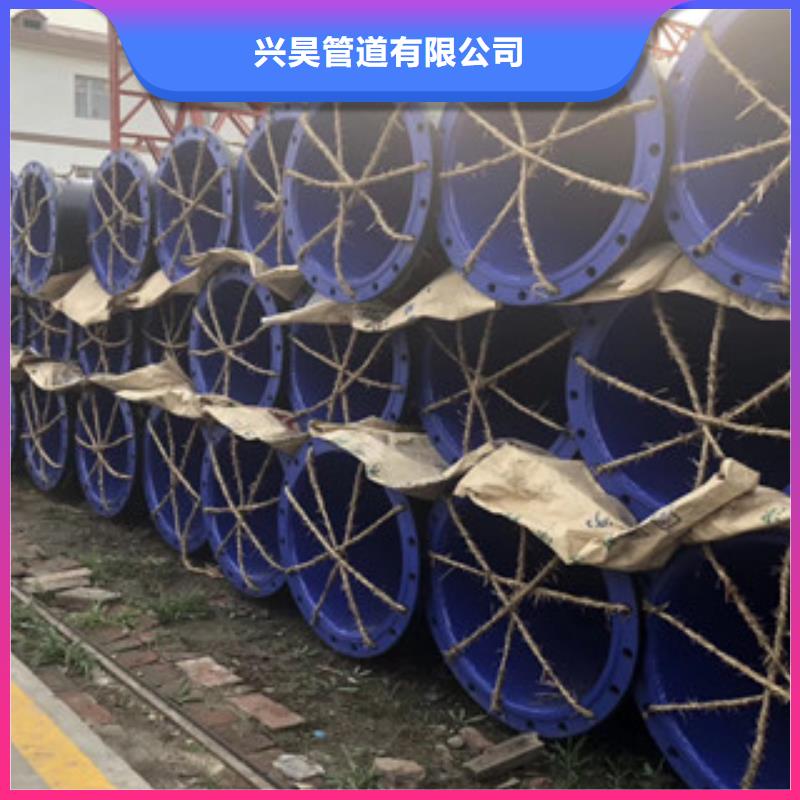
以下是:安徽滁州涂塑钢管热浸塑复合钢管品质服务的图文介绍


兴昊管道(滁州市分公司)优势:
1、专业于 3PE防腐钢管供应 公司专业经营 3PE防腐钢管种类齐全,已经系列化。
2、高素质的销售员工 公司销售员工具有良好的销售经验,并经过专业的 3PE防腐钢管产品学习与先进服务理念培训,具有较强的沟通能力,办事效率高,服务态度好,处处为客户着想的服务理念。
3、可靠的国际性进口网络 公司贸易渠道广,国内外有专门对接的供货商。
4、产品品质保障和快捷的交货期 公司经营的 3PE防腐钢管产品,确保品牌和品质。货期短,交货快。



生产工艺
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)采用空气等离子切割机将钢管切成单根。



管材,为切削做好准备。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。切换:将加热板拿开,热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。安装前检验管槽是否达到安装要求。
