小口径无缝钢管包邮")
小口径无缝钢管包邮")
小口径无缝钢管包邮")

别再等待了,仅仅一分钟,就能通过我们的(江泰)小口径无缝钢管包邮产品视频探索到无数令人心动的细节和亮点。
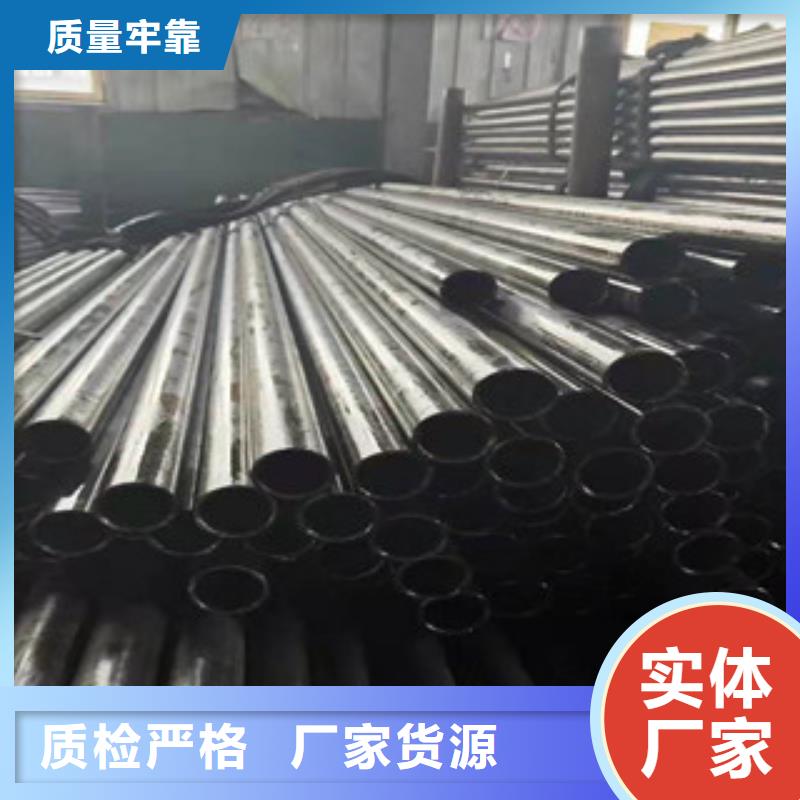
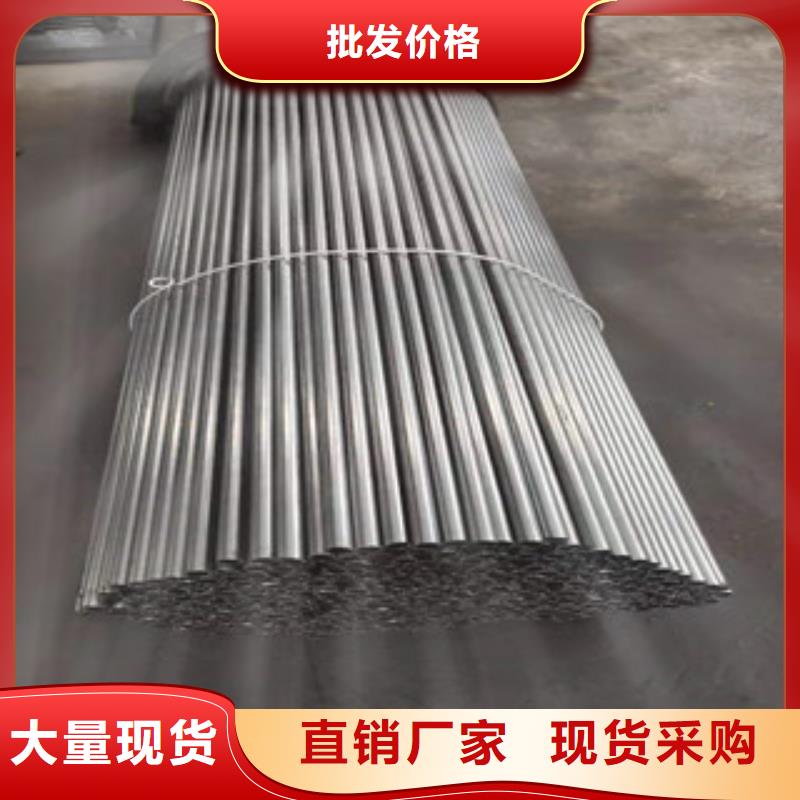
以下是:厦门集美(江泰)小口径无缝钢管包邮的图文介绍

小口径无缝钢管包邮")
小口径无缝钢管包邮")
另一方面,在智能制造模式下,借助工业机器人和大数据,精密光亮管企业的产品质量将得到大幅。这为企业进军高端市场,抢占产业链制高点夯实了基础。 综合以上进行考虑精密光亮管智能化的水平是发展的必然的趋势,也是厂家对于以后发展的必然的要求,对于这样的厂家也是要积极提高创新能力和技术的创新发展的,要不然的话是实现不了智能化的水平的!
精密无缝钢管在制作的具体材质方面,具有一定的特殊性,这种管道材料不同于传统管道材料,其特殊性的主要表现在于这类管道材料的中空截面的特点,因为中空,所以管道内部的面积是很大的,因此,这类型的精密无缝钢管在管道运输领域中的力度是很大的,这类型的管道材料拥有着很多的优势特点,作为一种比较专业的材料,在运输领域中获得了极大的认可。
精密无缝钢管在制作的具体材质方面,具有一定的特殊性,这种管道材料不同于传统管道材料,其特殊性的主要表现在于这类管道材料的中空截面的特点,因为中空,所以管道内部的面积是很大的,因此,这类型的精密无缝钢管在管道运输领域中的力度是很大的,这类型的管道材料拥有着很多的优势特点,作为一种比较专业的材料,在运输领域中获得了极大的认可。
小口径无缝钢管包邮")
小口径无缝钢管包邮")
小口径无缝钢管包邮")
孔型封闭性差:20#精轧管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#精轧管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
提高芯棒限动速度:目前速度为0.08-0.30m/s。芯棒限动速度过低,芯棒与轧件内表面相对速度大,摩擦力大,芯棒磨损就大;芯棒限动速度高,则有利于金属轴向流动,提高荒管出口速度。
小口径无缝钢管包邮")
小口径无缝钢管包邮")
江泰钢材(厦门市集美区分公司)秉承“以人为本”的人才理念,坚持以市场为导向、以 热轧无缝钢管质量为基础、以管理为手段、以客户服务为核心、以企业效益为发展目标的经营方向和企业文化核心价值观,引进先进的经营理念和经营管理方法,建立了完善的人力资源管理体系和人才培养员工成长机制,力创一个学习型企业、创新型企业,坚持持续改进,使员工与企业共同成长、共同发展。
小口径无缝钢管包邮")
小口径无缝钢管包邮")
小口径无缝钢管包邮")
精密钢管是一个或一组精密钢管专用磁棒,精密钢管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、精密钢管精密钢管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在精密钢管精密钢管边缘附近,使精密钢管边缘加热到精密钢管温度。精密钢管用一根钢丝拖动在精密钢管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于精密钢管快速运动,精密钢管受精密钢管内壁的磨擦而损耗较大,需要经常更换。精密钢管经精密钢管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠精密钢管的快速运动,将焊疤刮平。精密钢管内部的毛刺一般不。根据精密钢管线能量的变化及时调节输出电压和精密钢管速度。参数固定后一般不用调整精密钢管间隙的控制将精密钢管送入精密钢管机组,经多道轧辊滚压,精密钢管逐渐卷起,形成有开口间隙的圆形精密钢管,调整挤压辊的压下量,使精密钢管间隙控制在1~3mm,并使焊口两端齐平。