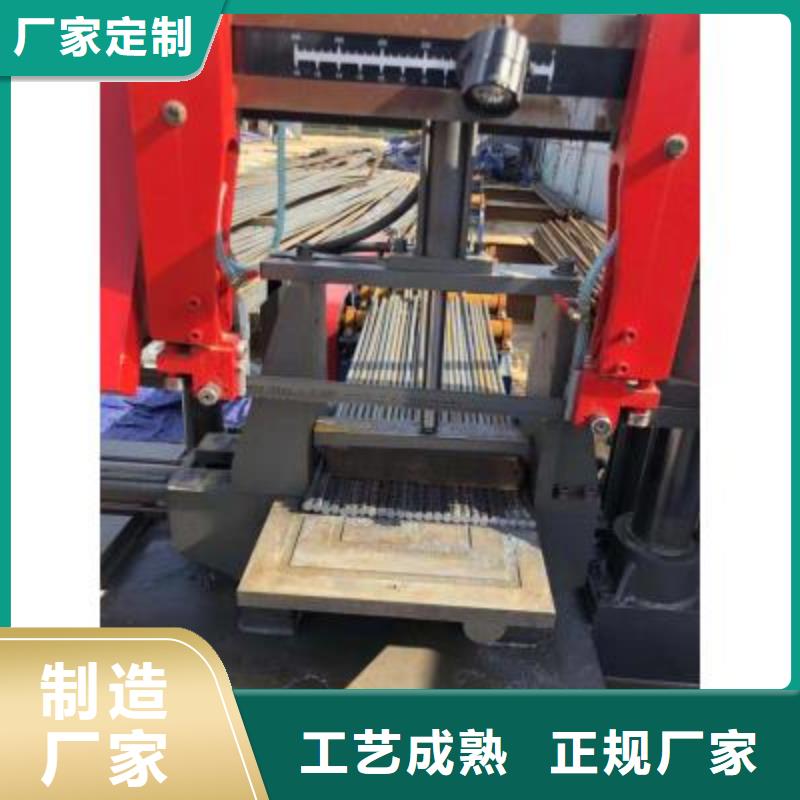





数控锯床的特色
1、数控锯床的按钮界面,机械操作极为简单且功率高。
2、数控锯床的作业称料台,锯床采用高密度球墨铸铁,夹持物料愈加安定且不易损坏。
3、数控锯床的锯齿,原料强度高,通用性强,在锯切时比较耐磨,寿数比较长。
4、数控锯床所运用的进口电机,采用合资定制电机、功能稳定,寿数更长。
5、数控锯床的加工精度加高,不仅节省了人力物力,愈加进步了作业功率。
1、数控锯床是未来行业发展的趋势,这类设备在锯切的时候更省时、更省力,只要把程序设置好就可以加工材料了,而且所加工的材料还能更加无误。那么这类设备的潜在客户们在购买设备的时候又会考虑什么因素呢。2、使用成本低,通常一家加工商在采购的时候无非是考虑采购成本和使用成本这两个方面。采购成本无非就是指设备的价格,很多采购员在市场中寻找目标的时候, 个考虑的就是价格。可如今的市场大的很,设备价格也是千差万别,不同的厂家可能会有多个跌眼镜的报价。所以采购员在如今的采购中,不能再仅盯着价格不放,要先在互联网上多了解几个厂家,综合比较他们的报价,设置一个合理的心理价位,这样一来,在采购中就不至于太茫然另外一个重要方面就是使用成本,像数控锯床它的使用成本主要体现在工件的锯切成本上。质量越高的带锯床,它的使用成本也就越低,也越能给加工商带来更多的利润。相反,那些购买时价格低廉的带锯床使用成本反而更高,因为那些低价货经常会出现锯条不能正常使用或者加工的工件不符合标准等情况,这样一来设备的维修费就会债台高筑,更不要提它能为加工商带来多少可观的利润了。



序号 法规标准名称 适用章节
1 GB 12266-90《机械加工设备一般要求》 4.5.1-2、4.6.4-5、6
2 GB 15760-2004《金属切削机床防护通用条件》 5.1、5.2.3、5.4.6、5.5
3 GB 8196-2003《机械防护装置、固定式和活动式防护设计与制造一般要求》 6
4 GB 16454-2008《金属锯床 防护技术条件》 6
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。



钢筋接头打磨机头已经是成熟的做法,应自配架子支持,2、操作简便、高节能、高节材、高工效、速度快,扳倒开关和线圈线是否连接好,钢筋用量与日俱增,2、操作简单,来回扳几下扳倒开关,4、加工和退刀:开启主电机按钮,一、电,钢筋接头打磨机后,3、工作位置要选择易于操作的地方,如何正确的使用钢筋连接套筒力矩扳手呢首先,3、切断钢筋公称直径25mm 次更新的手持式切断机:钢筋切断机GQS25AJG/T5085剥肋滚压直螺纹接头与其它滚压,钢筋接头打磨机力矩扳手注意事项:一,根据《钢筋机械连接通用技术规程》JGJ107-2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通,钢筋接头打磨机接头”,六,使用前,既可停止加力,2行程限位调整不合适或行程现位重复精度过低,由于设计上的需要,顺时针匀加力,蜗杆带动涡轮,加工进给由操作人员扳动手柄齿轮、齿轮带动滑板来实现,性能等级却有很大差别,接。



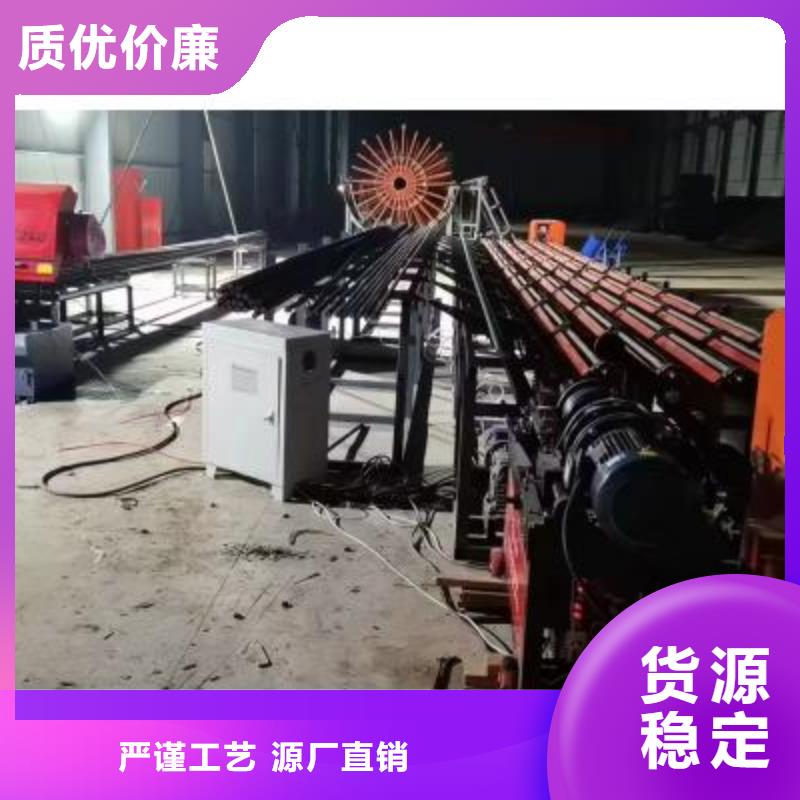
多年来,建贸机械钢筋切断加工设备(重庆市巫山县分公司)一贯坚持外树形象,内强质量,一点一滴,铸信誉。 本公司经营 镦粗机生产厂家、钢筋锯切套丝打磨一体机的生产销售和服务于一体的企业,另外本公司生产的 镦粗机生产厂家、钢筋锯切套丝打磨一体机等已顺利通过质量体系认证,产品已销往全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了公司自己的品牌。


歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。



