

我们的现场实拍视频将带您走进不锈钢焊管小口径毛细管厂家批发价产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:安庆望江不锈钢焊管小口径毛细管厂家批发价的图文介绍


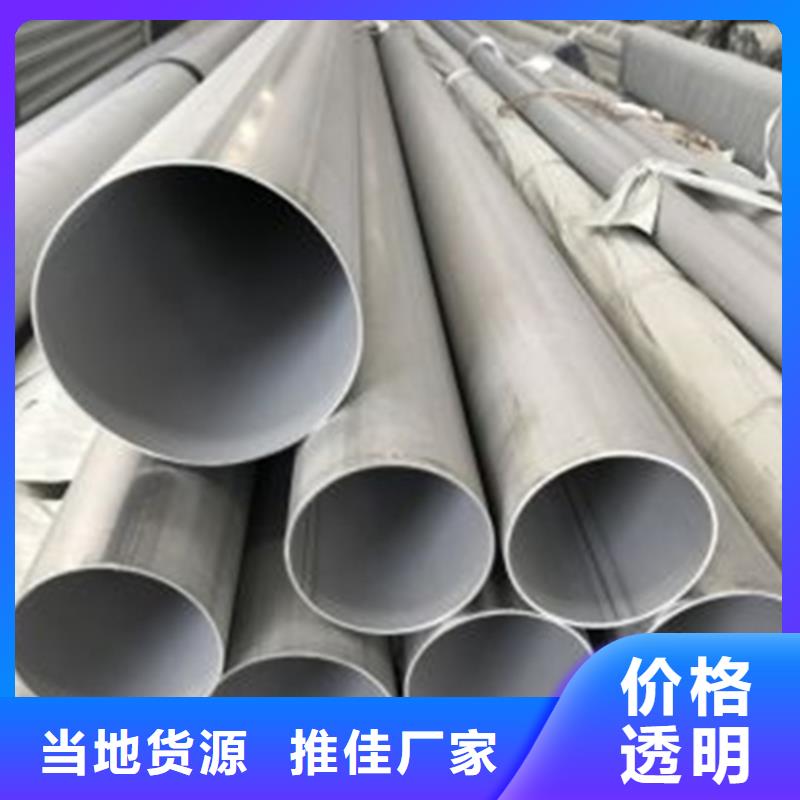
安庆望江松润金属材料有限公司专业生产销售各种材质规格安庆望江本地不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,316l不锈钢焊管规格尺寸316L不锈钢焊管是不锈钢焊管中的一种,其主要特点是具有优良的耐蚀性、防氧化性和高温强度,而且较为耐热和耐磨损。同时,316L不锈钢焊管安装方便、结构简单,适用于各种高温和高压环境。但是在选购316L不锈钢焊管时需要考虑它的规格尺寸,因为不同的规格尺寸会影响其在实际使用中的表现。下面将从规格尺寸展开讲述316L不锈钢焊管。1.管径尺寸管径尺寸通常是指焊管的外径或者内径,其中常用的外径尺寸是6mm、8mm、10mm、12mm、14mm、16mm、18mm、20mm、22mm、25mm等,而内径尺寸的选择则通常取决于所需的流量大小。2.管厚度尺寸管厚度尺寸通常是指管子的壁厚,而不锈钢焊管的壁厚可分为2mm、2.5mm、3mm;其厚度越大,代表着其承受压力越大,但同时比较沉重。3.管长尺寸管长尺寸较为明显,在工程施工中需要量身定做。一般来说,管长是现场就地测量,然后加工制作的。但是在订购时,也只需使用需求的长度即可。



展望未来,松润金属材料(安庆市望江县分公司)将本着“以诚信为根本、以客户为中心”的现代营销理念,不断 大口径薄壁管产品质量,不断完善服务体系,源源不断地为广大消费者创造高品质、次、高价值的 大口径薄壁管精品!


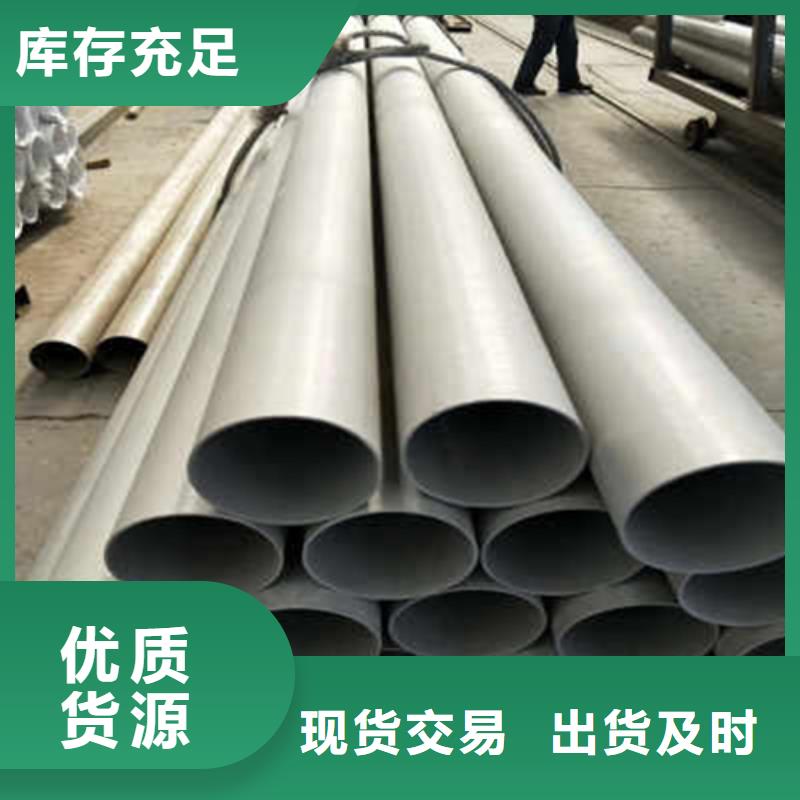
安庆望江松润金属材料有限公司专业生产销售各种材质规格安庆望江不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管产品的分类
?、机械结构?管
产品执?标准: ASTMA554 GB/T12770-2002 JIS3446 欧标10296-2
?、?艺流体输送?管
产品执?标准: ASTMA778 A312 GB/T12771 HG 20537 EN 10217-7 JisG3459 三、锅炉和热交换器?管
产品执?标准: ASTMA249 GB/T24593 JisG3459 EN 10217 DIN17457
四、?品卫??管
产品执?标准: GB/T12771 DIN11850 EN 10217 ISO2037 五、薄壁饮?不锈钢管 产品执?标准: GB/12771 GB/T19228 EN10312 JisG3448 CJ/T151
以及卫浴、?端装饰制品类?管



安庆望江松润金属材料有限公司专业生产销售各种材质规格安庆望江不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢的焊接方法
2018-01-15
如何焊接改善钢管的质量,乂克服了酸洗对环境的污染?本文介绍不锈钢 焊管的焊接方法,希望对大家有帮助。
根据目前世界发展的趋势,光亮连续炉基本分为三种类型:
(1) 轨底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理, 小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护 气体。可以配备有对流冷却系统,以便较快地冷却钢管。
(2) 网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产 量约为0. 3-1. 0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。
(3) 马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行加 热,能以较低的成本处理优质小直径薄壁钢管,小时产量约在0.3吨以上。
氮弧焊
不锈钢焊管要求熔深焊透,不含氧化物夹杂,热影响区尽可能小,钩极惰 性气体保护的氮弧焊具有较好的适应性,焊接质量高、焊透性能好,其产品在 化工、核工业和食品等工业中得到广泛应用。
焊接速度不高是氨弧焊的不足之处,为提高焊接速度,国外研究开发了多 种方法。其中111单电极单焊炬发展采用多电极多焊炬的焊接方法在生产中应 用。70年代徳国首先采用多焊炬沿焊缝方向直线排列,形成长形热流分布,明 显提高焊速。一般采用三电极焊炬的氨弧焊,焊接钢管壁厚S¥2mm,焊接速度 比单焊炬提高3-4倍,焊接质量也得以改善。氨弧焊与等离子焊组合可以焊接 更大壁厚的钢管,此外,在氨气中5-10%的氢气,再采用高频脉冲焊接电源, 也可提高焊接速度。
多焊炬氨弧焊适用于奥氏体和铁素体不锈钢管的焊接。
高频焊
高频焊用于碳钢焊管生产已经有40多年的历史,但用于焊接不锈钢管却是 较新的技术。其生产的经济性,使其产品更为广泛地用于建筑装饰、家用器具 和机械结构领域。
高频焊接具有较电源功率,对不同的材质、外径壁疗的钢管都能达到较高 的焊接速度。与氨弧焊相比,是其 焊接速度的10倍以上。因此,生产一般 用途的不锈钢管具有较高的生产率。
因为高频焊接速度高,给焊管内毛刺的去除带来困难。LI前,高频焊不锈 钢管尚不能为化工、核工业所接受,这也是其原因之一。
从焊接材质看,高频焊可以焊接各种类型的奥氏体不锈钢管。同时,新钢 种的开发和成型焊接方法的进步,也成功地焊接了铁素体不锈钢AISI409等钢 种。
组合焊接技术
不锈钢焊管的各种焊接方法均有各自的优点和不足。如何扬长避短,将儿 种焊接方法加以组合形成新的焊接工艺,满足人们对不锈钢焊管质量和生产效 率的要求,是当前不锈钢焊管技术发展的新趋势。
经过近儿年的探索研究,组合焊接工艺已取得了进展,日本、法国等 的不锈钢焊管生产已掌握了一定的组合焊接技术。
组合焊接方法有:氨弧焊加等离子焊、高频焊加等离子焊、高频预热加三 焊炬氮弧焊、高频预热加等离子加氨弧焊。组合焊接提高焊速十分显着。对于 采用高频预热的组合焊接钢管焊缝质量与常规的氮弧焊、等离子焊相当,焊接 操作简单,整个焊接系统易实现自动化,这种组合易于与现有的高频焊接设备 衔接,投资成本低,效益好。


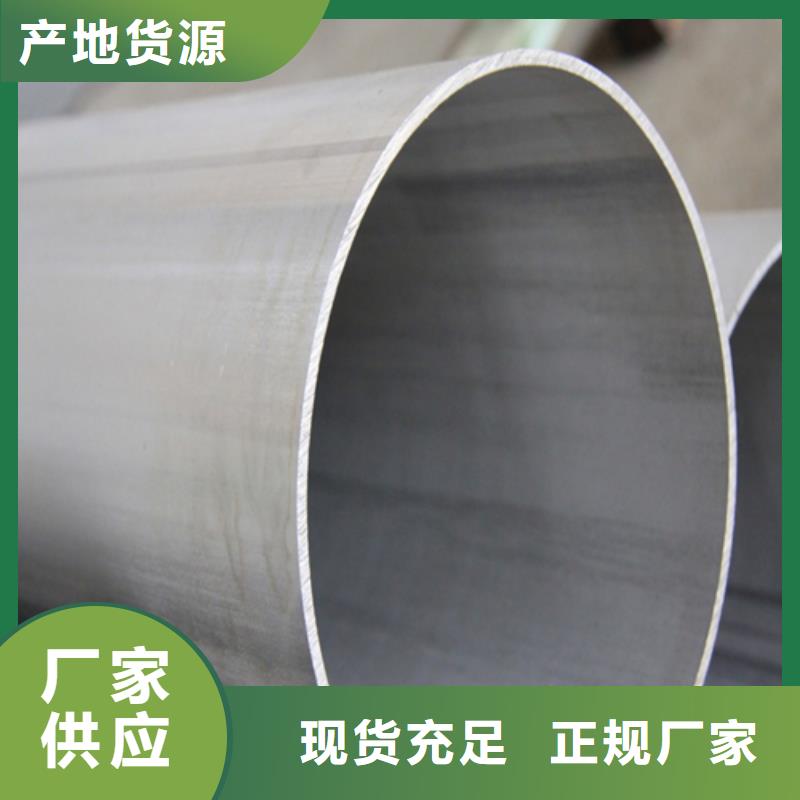
安庆望江松润金属材料有限公司专业生产销售各种材质规格安庆望江不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,安庆望江不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。 从不锈钢管的生产上看:近十年来,随着应用领域的迅速扩展,加上不锈钢管高附加值的吸引,生产不锈钢管材的企业从80年代时的十几家发展到目前的400多家,综合生产加工能力超过100万t,现有不锈钢无缝钢管生产企业近300家,2007年生产量50万,以上,不锈钢焊管生产线近600条,年生产能力80万t以上,大于需求。产量达5000t水平的企业很少,多数是年产2000t以下的小厂。我国工业用不锈钢焊管的产能与国内市场需求不相适应,现有的不锈钢焊管机组大部分工艺装备不配套,如缺少热处理和在线检测设备等,使机组的生产能力得不到充分发挥,普遍只能生产一般的装饰用管,而高要求的化工机械用管、热交换器用管等只有少数厂家可以生产。



