


联系我们

当前位置:
珩磨管液压机械(宜春市袁州区分公司) >
袁州本地产品News
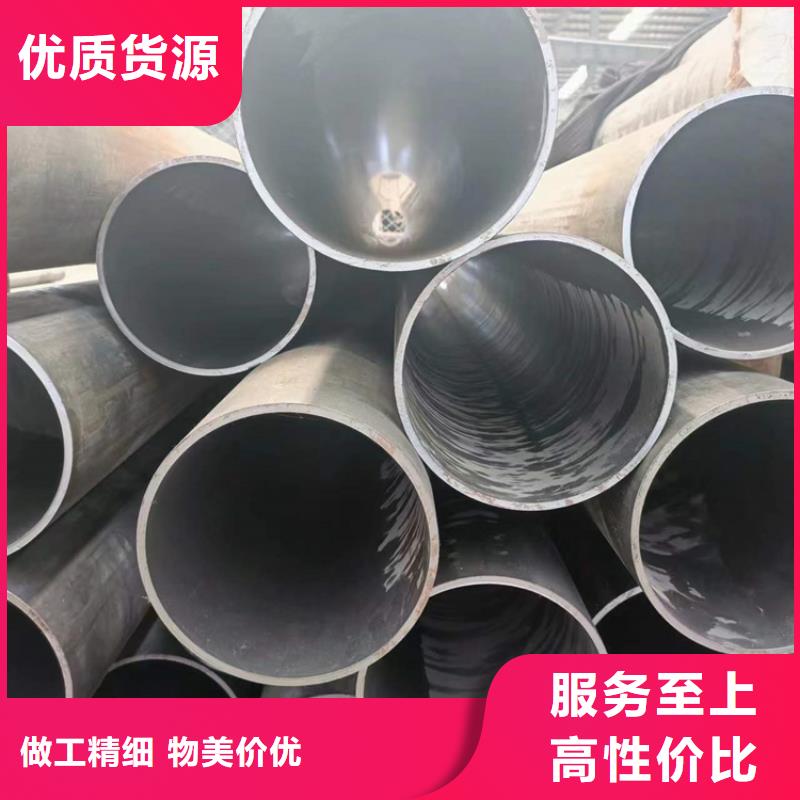
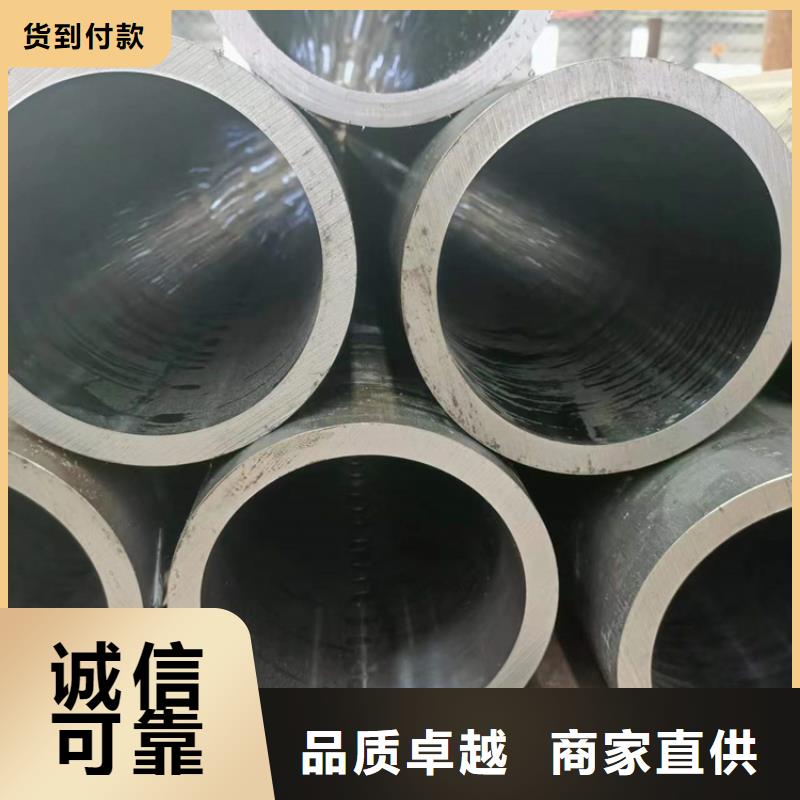
绗磨管-316不锈钢珩磨管做工细致
更新时间:2026-07-03 06:56:38 ip归属地:宜春,天气:阴转多云,温度:25-33 浏览次数:1 公司名称: 珩磨管液压机械(宜春市袁州区分公司)
以下是:宜春市袁州区绗磨管-316不锈钢珩磨管做工细致的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 4500/吨 |
| 发货期限 | 1-2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 0.1吨 |
| 质量等级 | |
| 是否厂家 | 是 |
| 产品材质 | 20# |
| 产品品牌 | 安达 |
| 产品规格 | 95*80 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 45# |
| 可售卖地 | 全国 |
| 产品重量 | 0.5 |
| 产品颜色 | 金属色 |
| 质保时间 | 1年 |
| 外形尺寸 | 95 |
| 适用领域 | 油缸 机械加工 |
| 是否进口 | 否 |
| 质量认证 | 000 |
| 产品功率 | 000 |
| 工作温度 | 20-25 |
| 颜色 | 有色金属 |
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
| 厂家地址 | 山东聊城 |
| 品牌 | 安达 |
| 范围 | 绗磨管-316不锈钢珩磨管供应范围覆盖江西省、宜春市、袁州区、奉新县、万载县、上高县、宜丰县、靖安县、铜鼓县、丰城市、樟树市、高安区等区域。 |
以下是:宜春市袁州区绗磨管-316不锈钢珩磨管做工细致的图文视频




【安达珩磨管】持续拓展产品矩阵,现有奉新缸筒、万载气缸缸筒、丰城精拔杆等,满足不同场景需求。绗磨管-316不锈钢珩磨管做工细致,珩磨管液压机械(宜春市袁州区分公司)为您提供绗磨管-316不锈钢珩磨管做工细致的资讯,联系人:高经理,电话:【13184177133】、【13184177133】。 江西省,宜春市,袁州区 2022年,袁州区实现地区生产总值560.41亿元,比2021年增长5.6%。其中,产业增加值45.35亿元,增长4.6%;第二产业增加值209.46亿元,增长9.1%;第三产业增加值305.59亿元,增长3.6%。
我们精心制作的绗磨管-316不锈钢珩磨管做工细致产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:宜春袁州绗磨管-316不锈钢珩磨管做工细致的图文介绍

宜春袁州企业旺旺珩磨管绗磨管油缸管宜春袁州企业旺旺珩磨管绗磨管油缸管应判明优质精密绗磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是优质精密绗磨管本身的故障?另外,还需检查清楚优质精密绗磨管各种条件是否符合正常运行的要求。厚壁绗磨管精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。大口径绗磨管,绗磨管厂的检测和维护大口径绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果油缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,大口径绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。


珩磨管液压机械(宜春市袁州区分公司)秉承质量为首,诚信的经营宗旨和以技术为先导、创新、专业、差异的经营理念,坚持精益求精,不断创新,品质取胜,顾客满意的质量方针,坚持高起点、高质量、高技术的经营思路,不断加大 304不锈钢珩磨管科技开发力度,已经成为 304不锈钢珩磨管行业中的一颗璀璨的恒星,展望未来,本公司全体同仁们将始终秉承敬业、爱业的企业精神,锐意改革、不断创新与广大用户携手共进,缔造辉煌的明天



宜春袁州企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差


宜春袁州企业旺旺珩磨管绗磨管油缸管钢市上演了一小波反弹行情,累计持续两周左右。以上海市场为例,大口径绗磨管现货价格从3600元/吨涨至3760元/吨,上涨160元/吨,同一时间内北京市场仅反弹100元/吨。这反映出行情仍受需求预期驱动较强,心理因素起到了一定推动作用45#绗磨管滚压工艺光洁度是效的 油缸是工程机械主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体。采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万——几百万),滚压刀(1仟——几万)。滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3um减小为Ra0.4~0.8&um,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是的,能大大提高缸筒的表面质量。



绗磨管-316不锈钢珩磨管做工细致_珩磨管液压机械(宜春市袁州区分公司),固定电话:【13184177133】,移动电话:【13184177133】,联系人:高经理,辽河路燕山路交叉口南500米东首。